管道、阀门与管件
管道系统
产品通过管道系统在工厂各组件间流动。
乳品厂还设有用于其他介质(如水、蒸汽、清洗溶液、冷却剂和压缩空气)的管道系统,还需配置废水排水系统。这些系统基本结构类似,差异体现在选用的材质、组件的设计以及管道的尺寸。
接触产品的所有组件均采用不锈钢制造,其他系统则使用铸铁、钢、铜、铝等多种材料。水管和气管采用塑料材质,排水排污管道则使用陶瓷。
本章节仅介绍产品管线及其组件,辅助介质的管道系统将在公用设施章节(第8.3章)详述。
产品的管道系统包含以下类型的管件:
- 直管、弯头、三通、变径与活接
- 视镜、仪表弯头等特殊管件
- 截止阀和换向阀
- 压力与流量调节阀
- 管道支架
欧洲 EN 1.4301 EN 1.4401 EN 1.4404
连接方式
永久性连接采用焊接(图7.9.1)。需拆卸的管道连接则采用螺纹式活接头(由公螺纹、固定螺母,以及夹在两者之间的密封环组成),或带密封的卡箍式连接(图7.9.2)。
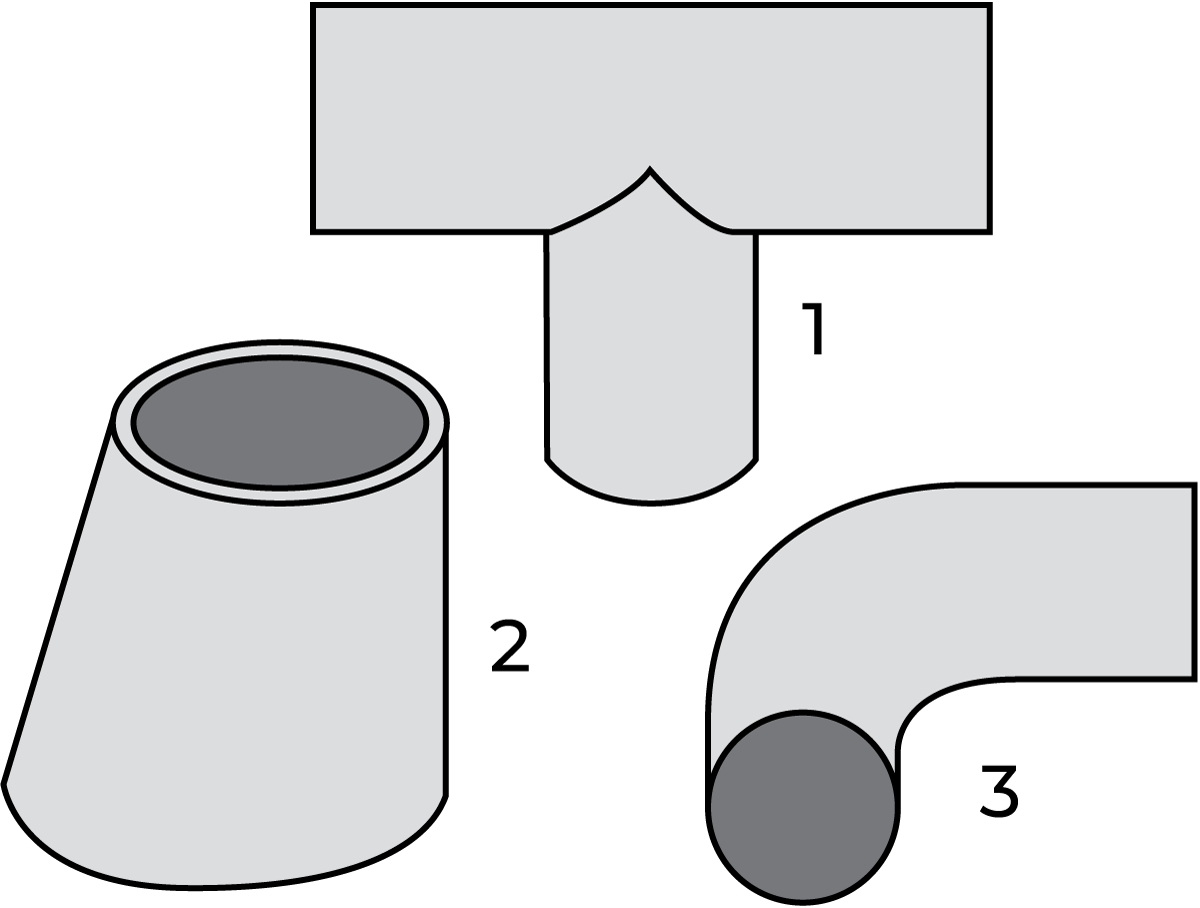
图7.9.1 永久焊接配件示例
1. 三通
2. 变径
3. 弯头
活接头可在不影响其他管道工程的情况下断开连接,故常用于连接需定期拆卸清洗、维修或更换的工艺设备及仪表等。
不同国家有不同的活接头标准:包括国际通用的SMS(瑞典乳品标准)、DIN(德国标准)、BS(英国标准)、IDF/ISO*及美国广泛使用的ISO卡箍标准。
ISO = 国际标准化组织
弯头、三通等类似管件可用于焊接,也可配备焊接式活接头。若选用后者,订购管件时可选择带螺母端、公螺纹,或卡箍接头。
所有活接头必须紧固到位,以防液体泄漏或空气吸入系统,导致下游出现问题。
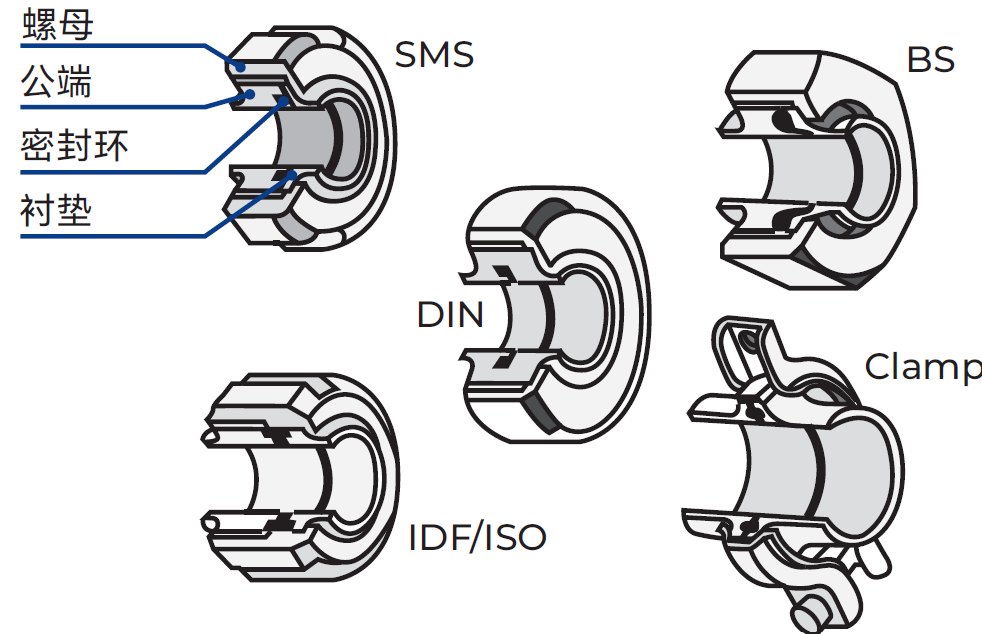
图7.9.2 不同标准的乳制品活接头
特殊管件
视镜安装在需对产品进行目视检查的管段。
带仪表接口的弯头用于安装温度计和压力表等仪器。传感器应逆流安装,以确保读数准确。连接凸台也可用于安装取样阀。在安装过程中,还可在管路上直接焊接专用凸台,为管道配置仪表接口。
取样装置
需在工厂关键工艺点安装取样装置,以采集产品样本进行分析。用于质量控制(如测定乳脂肪含量、发酵产品pH值)的样品可通过取样阀获取(图7.9.3)。
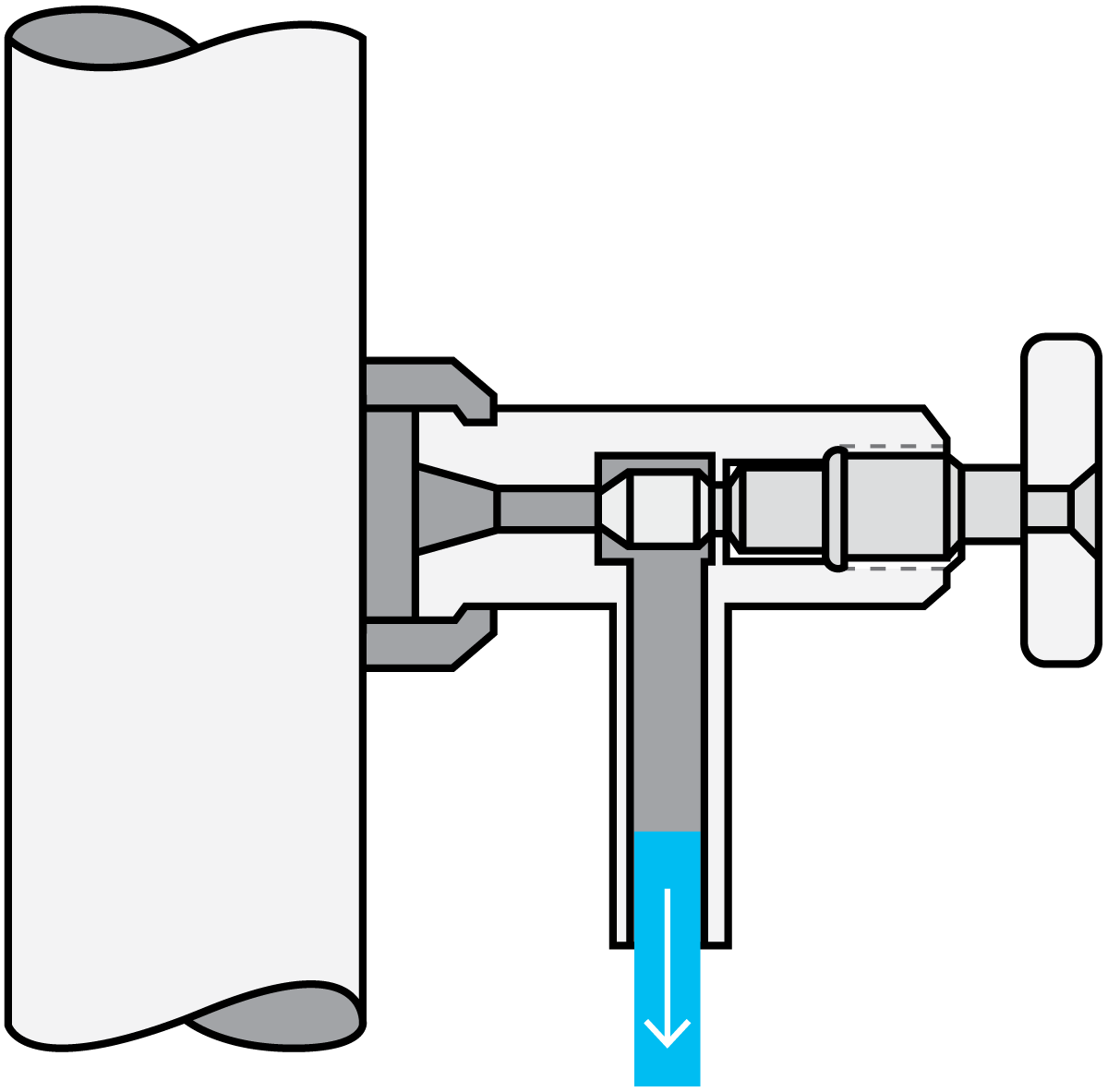
图7.9.3 取样阀
进行卫生质量检测时,取样方法必须杜绝管道外部污染风险,因此可采用取样塞。如图7.9.4所示,取样塞底部有一个橡胶塞。取样时先取下塞子,对所有可能污染样品的部件进行灭菌(通常在取样前用氯溶液浸润棉片擦拭),随后将皮下注射器针头穿透橡胶塞插入产品内部抽取样品。
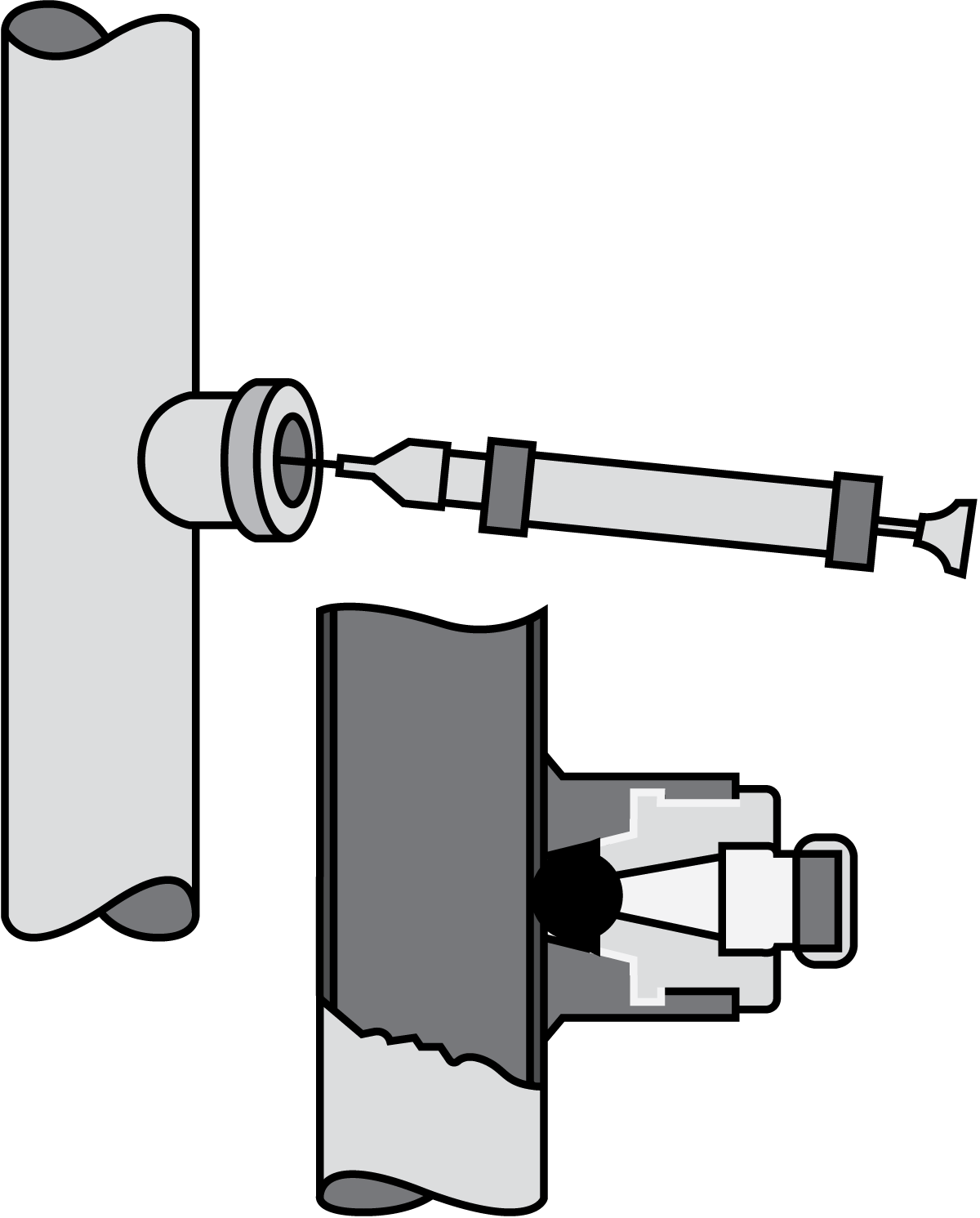
图7.9.4 用于细菌分析的取样阀
无菌取样阀(图7.9.5)由阀体、阀头与膜片三部分组成。橡胶膜片置于阀头的阀杆上,作为可伸缩的密封塞使用。无菌取样阀专为每次取样前后的灭菌操作而设计。
手动阀通过旋转手轮或拨动杠杆开启,随后阀杆与膜片回缩,让液体通过。
反向操作时,内置弹簧会关闭阀门,同时保持软管之间的流道畅通以便灭菌。
无菌产品(经高温热处理的无菌产品)必须通过无菌取样阀取样以避免二次污染。
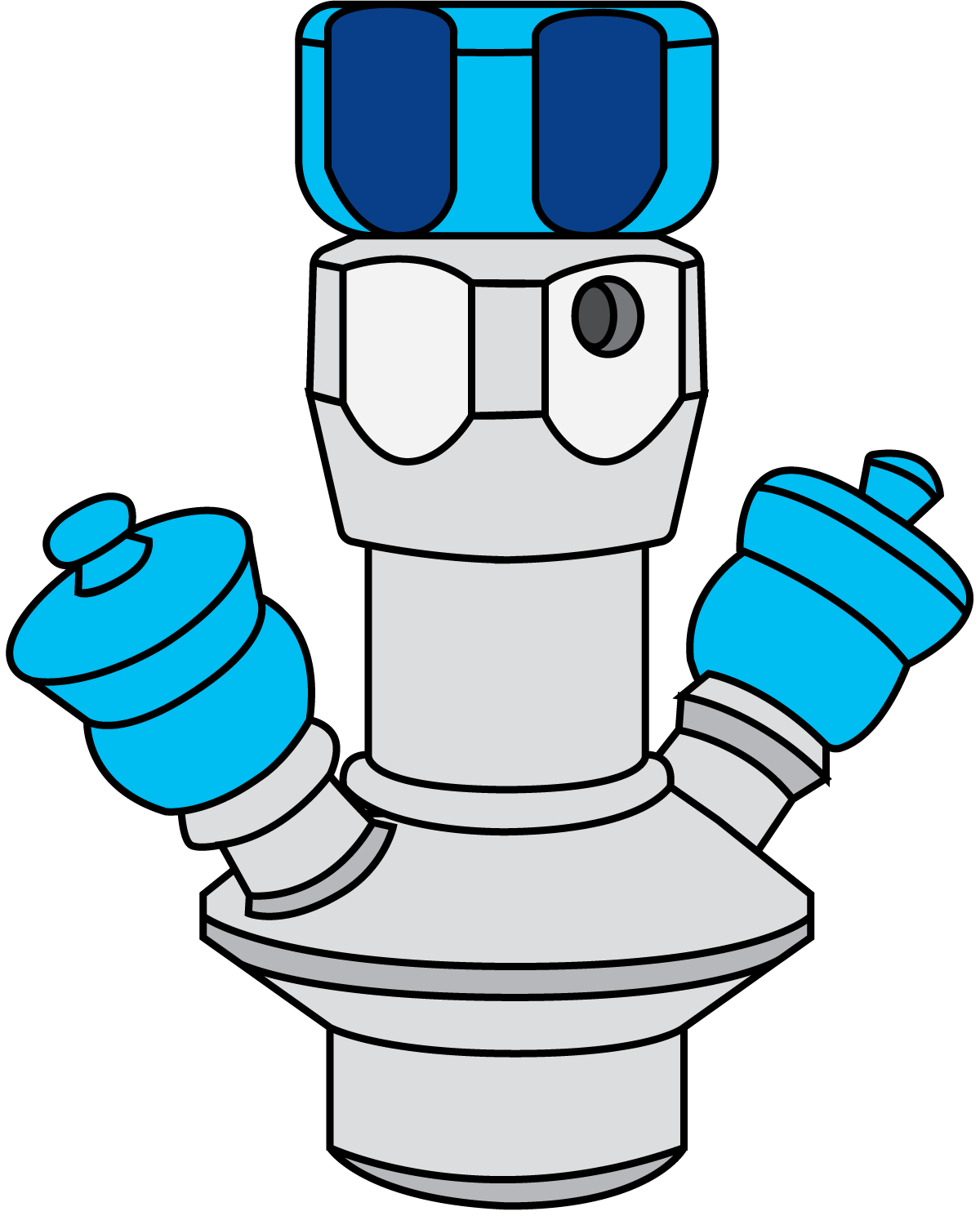
图7.9.5 无菌取样塞
阀门
防混阀系统
管道系统中有许多连接点,产品通常从一条管线流向另一条管线,但有时必须切断连接,以使两种不同介质流经这两条管线而不会混合。当管线相互隔离时,任何泄漏都必须排入泄漏腔,不得出现介质互混的情况。
这是乳品厂工程设计中的常见难题——乳品和清洗溶液需在独立管线中输送并严格隔离。图7.9.6展示了针对这一需求的四种解决方案。
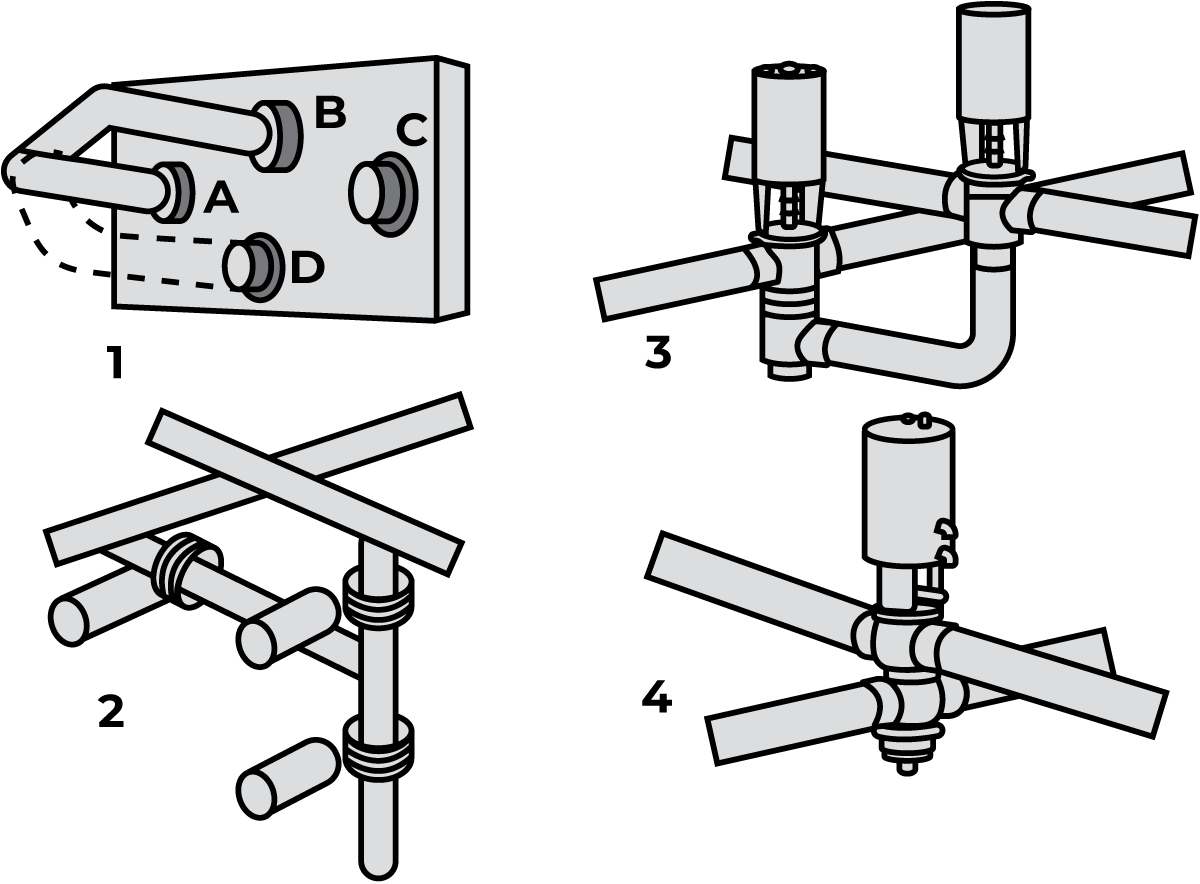
图7.9.6 卫生级防混阀系统
1. 通过活动弯头手动切换管线。
2. 三个截止阀可实现相同功能。
3. 一个截止阀加一个换向阀可完成相同的工作。
4. 一个防混阀即可实现流体隔离与流向切换。
截止阀与换向阀
管道系统中存在众多需截流或切换管线的节点,这些操作均通过阀门实现。
通常采用座阀(手动或气动控制)或蝶阀来完成此类操作。
座阀
阀体内部设有与阀杆末端密封塞配合的阀座。通过曲柄或气动执行器驱动阀杆,可使密封塞脱离或压紧阀座(图7.9.7)。
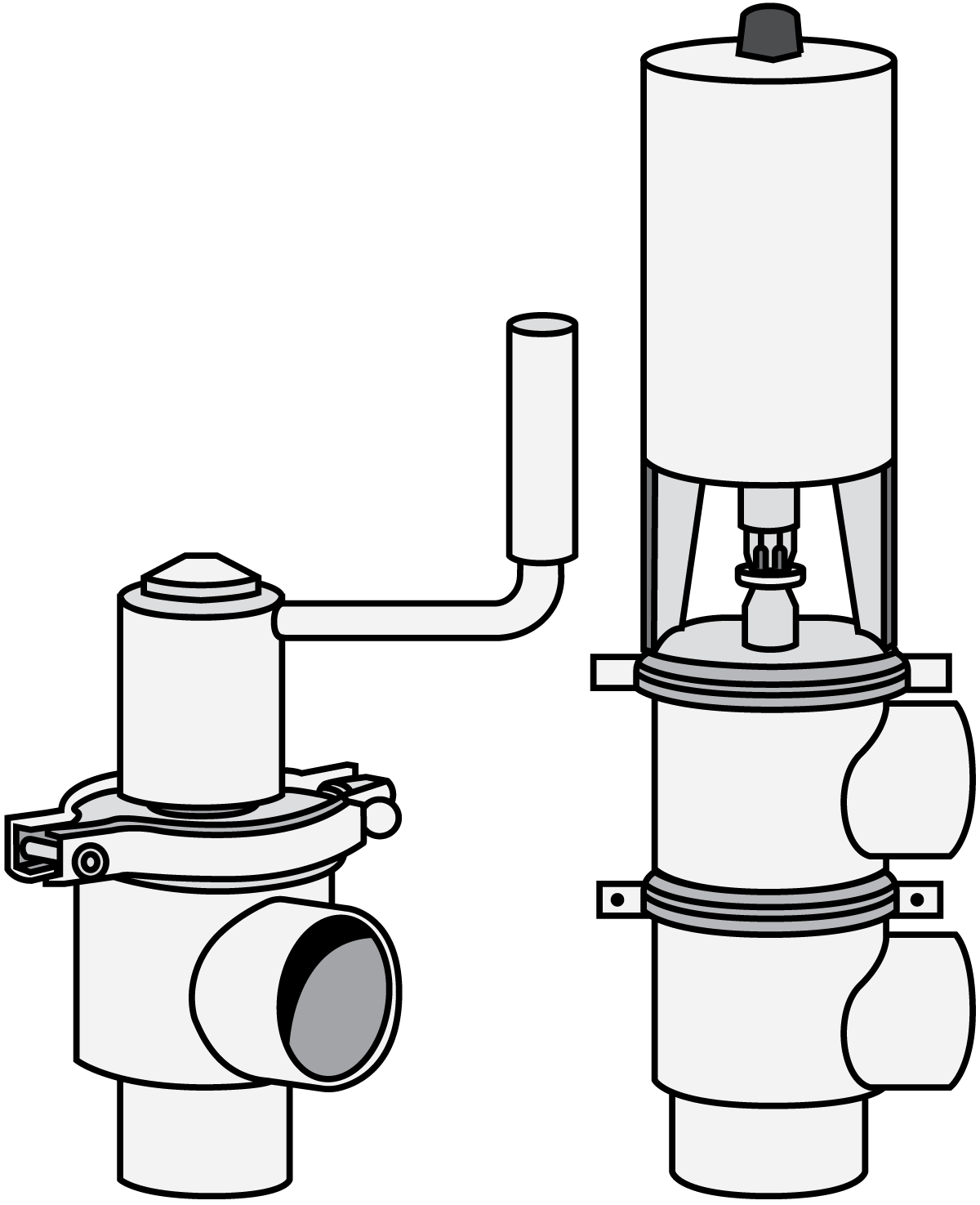
图7.9.7 手动截止座阀和气动换向座阀
截止座阀和换向座阀的操作机构可以互换。
座阀也有换向型,配备3至5个接口:当密封塞下压时,液体从入口2流向出口1;当密封塞提升至上阀座时,流体改经出口3流出,如图7.9.8所示。
此类阀门最多可配置五个接口,具体数量根据工艺需求确定。
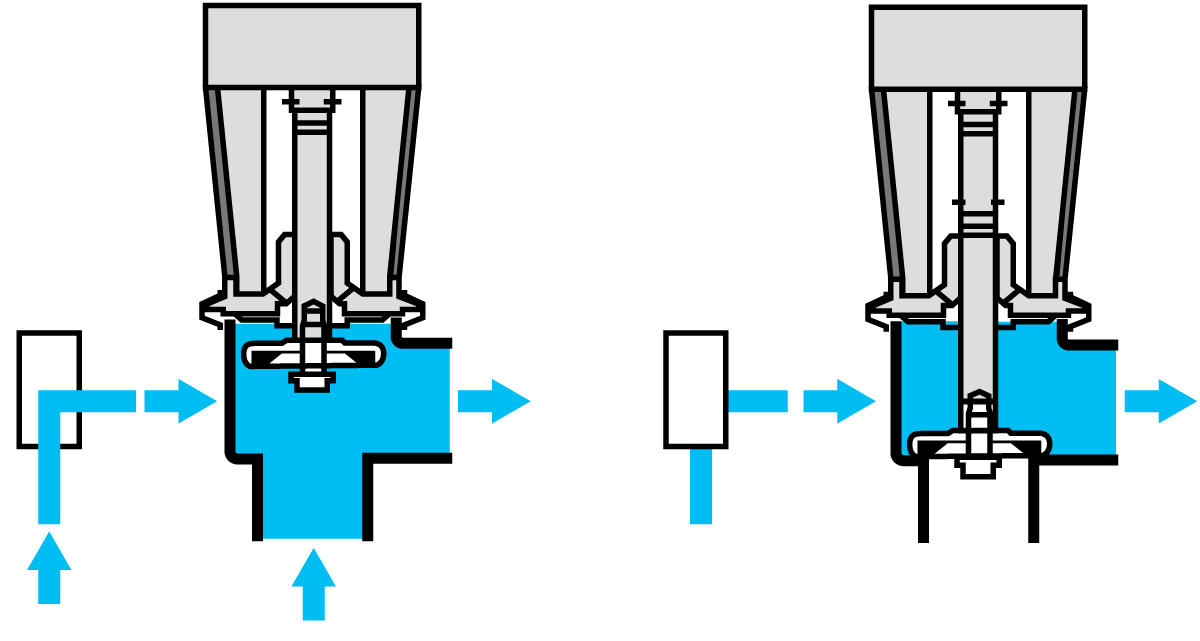
图7.9.8 密封塞处于不同位置的截止阀和换向阀以及相应的流动图符号
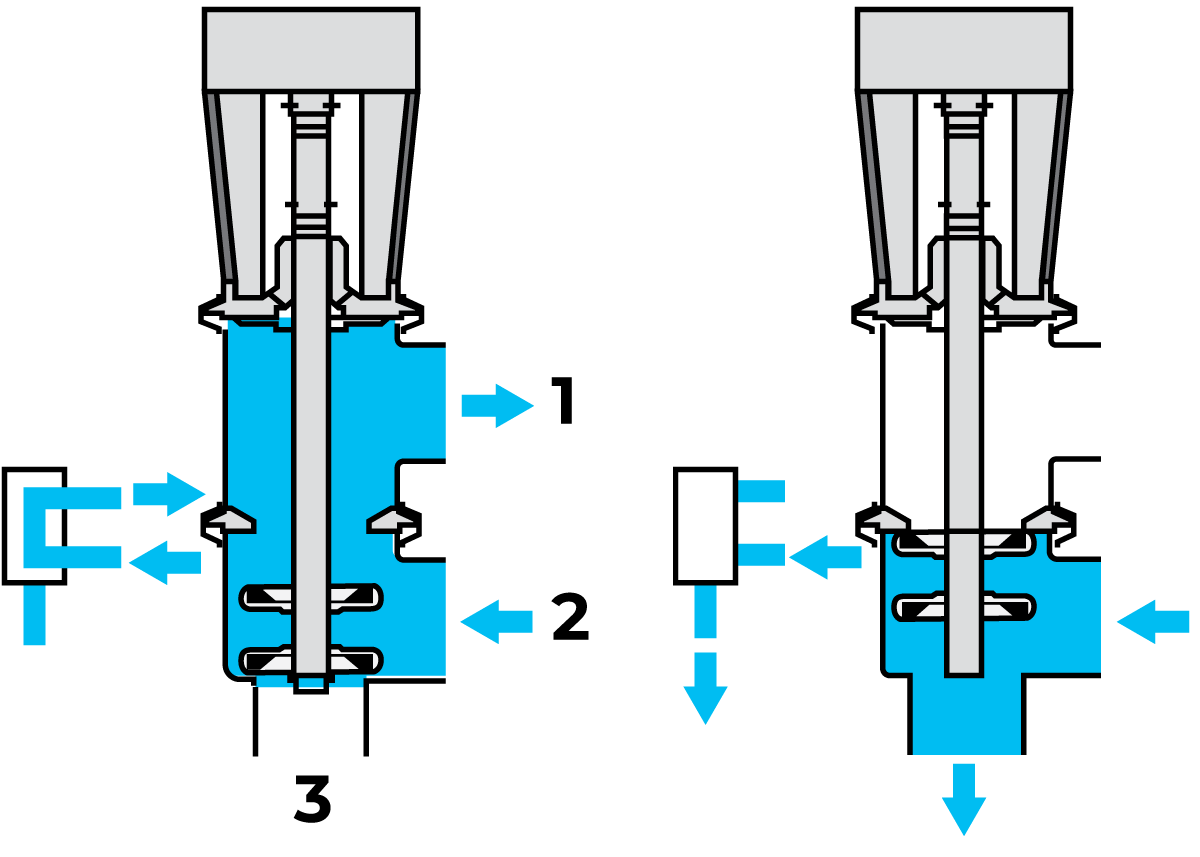
图7.9.8-2 密封塞处于不同位置的截止阀和换向阀以及相应的流动图符号
另有一种座阀,其阀塞启闭方向与标准阀门相反,该设计可用于消除产品管线中的压力冲击。此类阀门既可制成换向阀也可作为截止阀使用。
并有多种遥控执行器可供选择:例如,采用压缩空气开启+弹簧关闭,或弹簧开启+压缩空气关闭;亦可完全由压缩空气实现启闭(图7.9.9)。
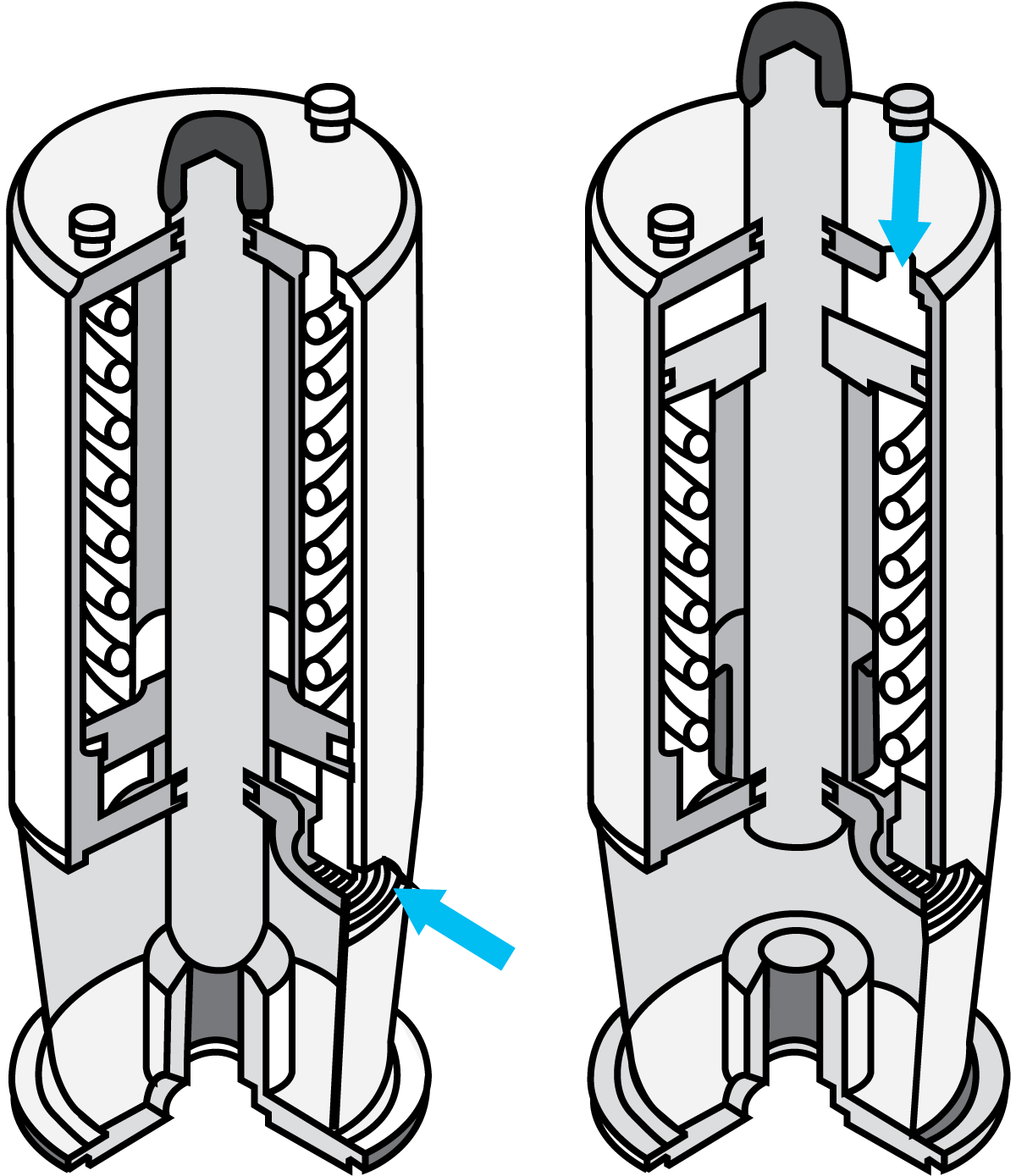
图7.9.9 气动执行器示例
1. 弹簧开启+压缩空气关闭。
2. 压缩空气开启+弹簧关闭。
也有适用于中间阀塞位置控制以及两级式启闭的执行器。
阀门控制单元(图7.9.10)安装在执行器顶部,包括一个指示单元、触发杆、传感器系统及电磁阀,用于控制和监控各类气动工艺阀门。该单元从PLC接收信号以控制阀门,并向PLC发送反馈信号以指示阀门何时处于特定位置。

图7.9.10 阀塞位置指示器和控制单元安装在执行器顶部
该顶部单元可通过遥控器轻松设置,并指示防混阀的阀座升程,还包括一个维护程序,可指示单个阀座的阀塞密封件的磨损状态。
现代化顶部单元兼容IO-Link、硬线及总线通信系统,基础型则仅支持数字系统进行简单的开/关阀位控制与指示。
顶部单元装有电磁阀,电信号触发电磁阀后,压缩空气进入执行器,驱动阀门按需启闭。压缩空气在途中会经过一个过滤器,以去除可能影响阀门正常工作的油和其他异物。电磁阀断电后,气源被切断,产品阀中的空气通过电磁阀的排气口排出。
蝶阀
蝶阀(图7.9.11)是一种截止阀,须两个阀门配合才能实现换向功能。.
蝶阀常用于酸奶及其他发酵乳制品等敏感产品,因为通过阀门的阻力极小,导致压降很低且无紊流。该阀型同样适用于高黏度产品,且作为直通阀,可安装在直管中。该阀门通常由两个完全相同的半阀体组成,中间夹有密封环。阀体中心装有一个流线型蝶板,通常采用轴套支撑,以防止阀杆卡在阀体上。当蝶板处于开启状态时,阀门流阻极小;关闭时,蝶板则与密封环形成紧密密封。
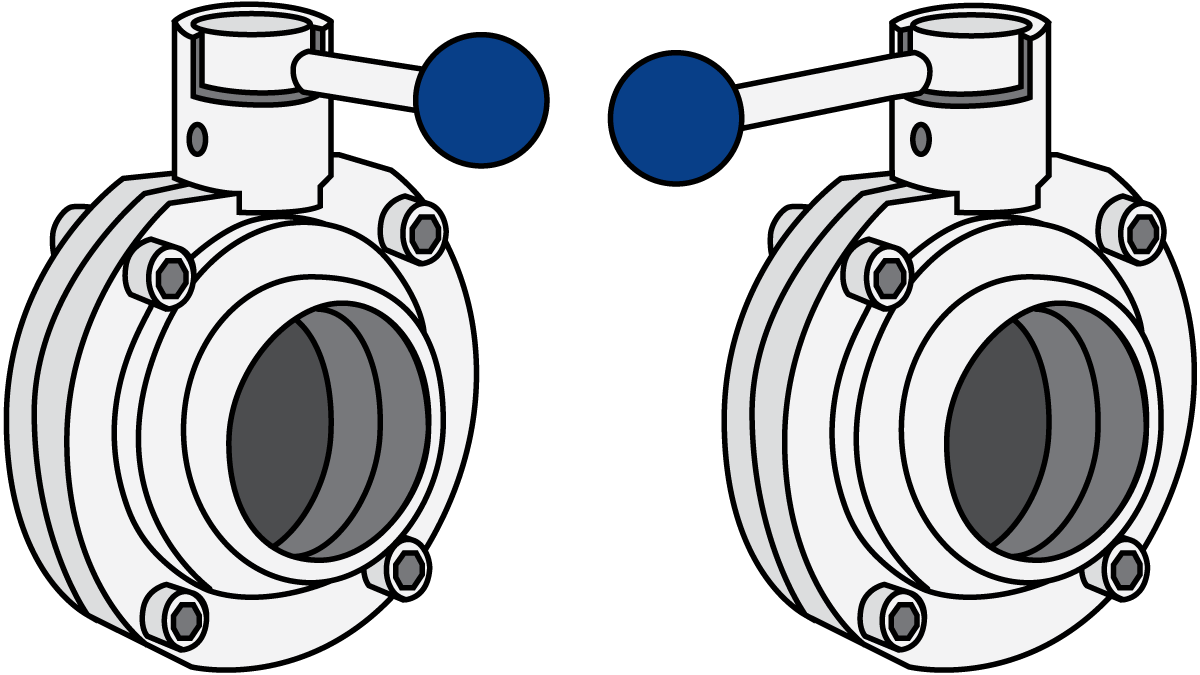
图7.9.11 手动控制蝶阀的开启状态(左)与关闭状态(右)
手动控制
蝶阀配有手柄,通常用于两个位置——开启和关闭。
虽不太适合用作调节阀,但当配合可无限定位的特殊手柄时,可用于粗调工况。
自动控制
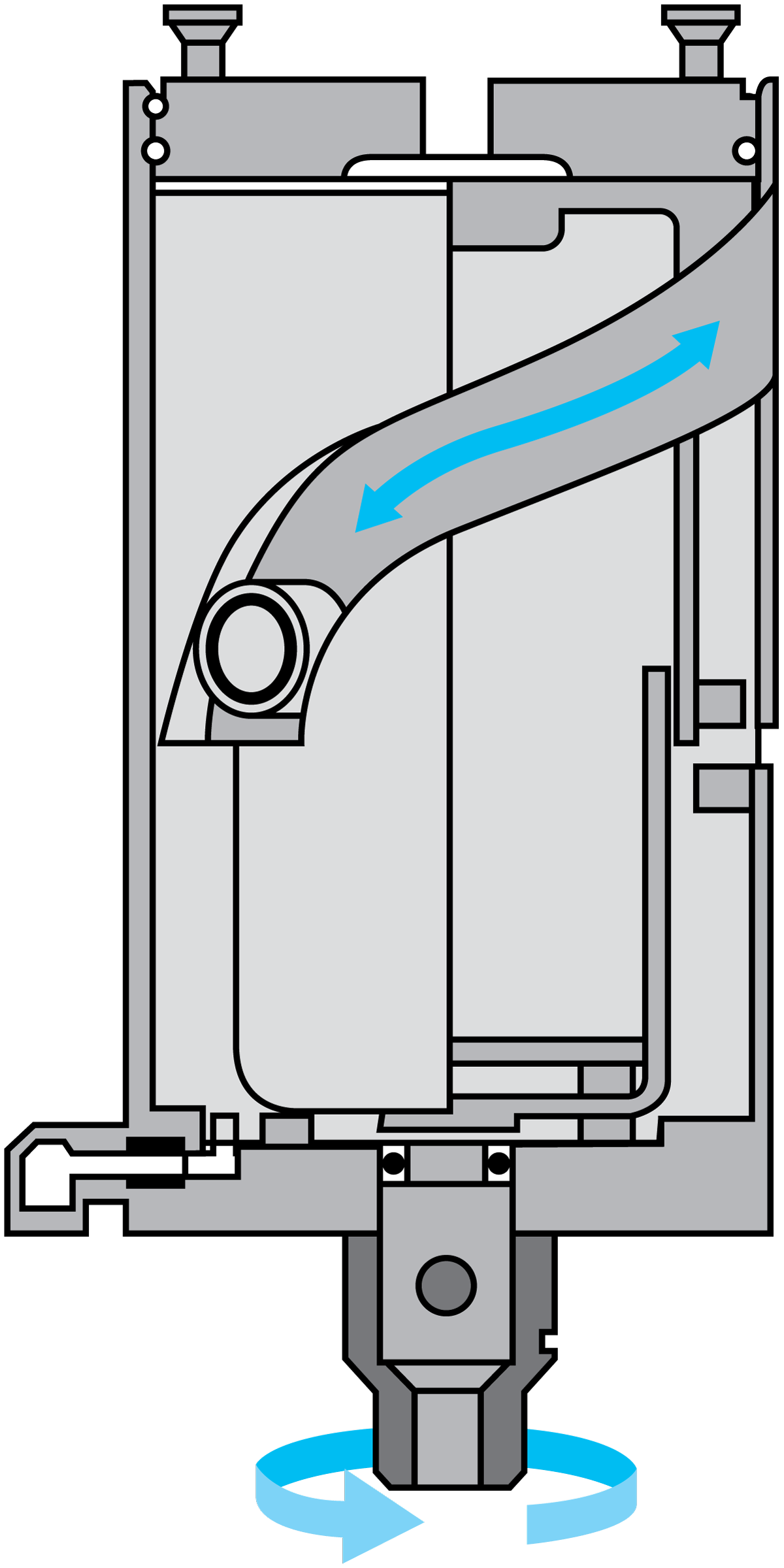
图7.9.12 蝶阀气动执行器的工作原理
采用气动执行器(图7.9.12)可实现对蝶阀的自动控制。
其功能包括:
- 弹簧关闭/气源开启(常闭型)
- 气源关闭/弹簧开启(常开型)
- 气源开启和关闭(A/A)
蝶板在接触密封环前转动阻力较小,但压缩橡胶密封环时需要更多动力。普通的弹簧驱动执行器在初始阶段最强所需动力较少,在最后阶段力量变弱反而需要更多动力。
因此宜选用能按需分配动力的专用执行器。
另一种法兰式蝶阀如图7.9.13所示,该阀型与上述蝶阀相同,但装配在焊接于管路上的两个法兰之间。其功能与普通蝶阀一致,操作过程中由螺栓紧固在法兰之间,检修时松开螺栓即可拉出阀体部分以便于维修。
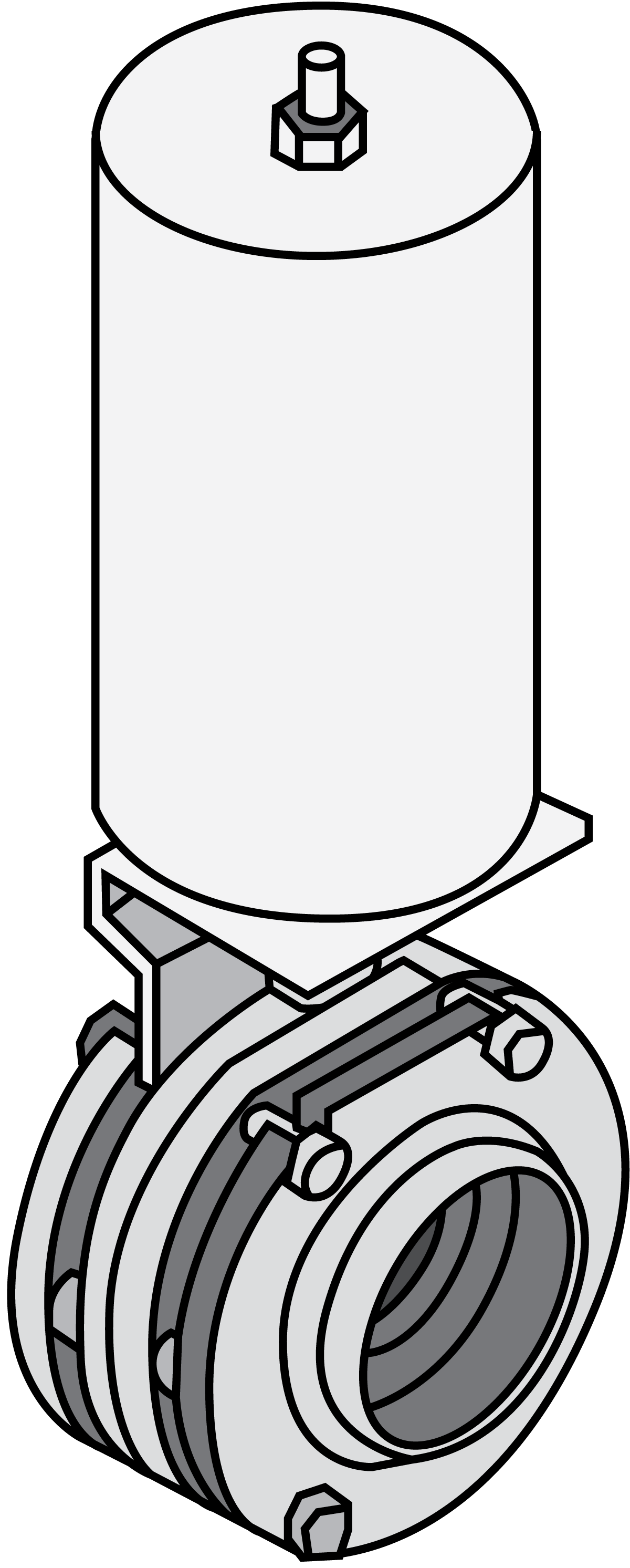
图7.9.13 专为便捷维护设计的气动操作法兰式蝶阀
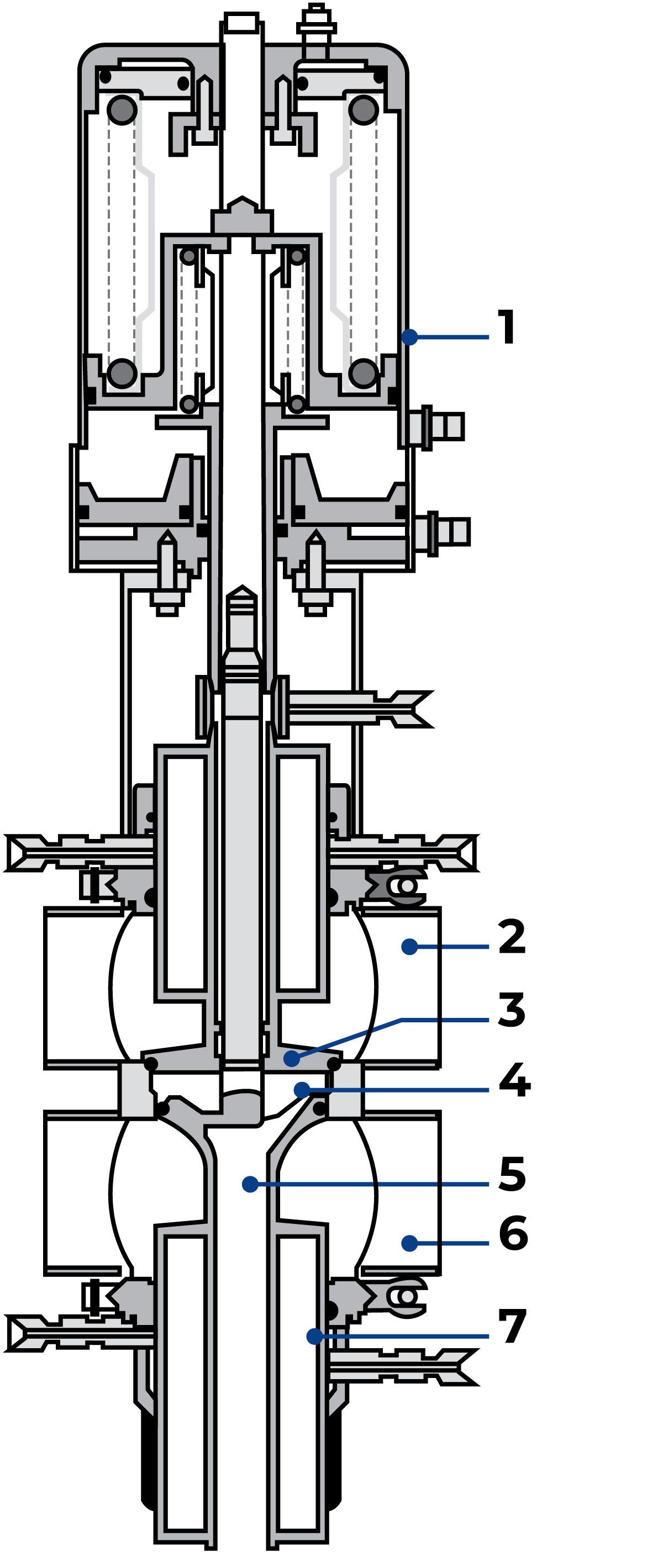
图7.9.14 带平衡阀塞及内置阀座提升装置的双座双密封防混阀
1. 执行器
2. 上端口
3. 上阀塞
4. 泄漏室
5. 检漏管
6. 下端口
7. 带平衡装置的下阀塞
防混阀
防混阀(图7.9.15)可分为双座双密封与单座双密封结构,但在讨论防混阀时,通常指的是双座双密封(图7.9.14)。
该阀采用两个独立阀塞密封件,用于分隔两种液体,并在所有工况下形成常压泄露室。若产品发生罕见的意外泄漏,泄漏物将流入泄露室并通过检漏管排出。
阀门开启时泄露室处于封闭状态,产品可在两条管线间流动。
清洗过程中,上下阀塞之一抬起,以便清洁阀座和阀塞,清洗液经泄露室排出。该阀还可实现上下阀塞及泄露室的外部清洗,并支持无菌操作。
防混阀的优势包括可清洁性、降低水锤风险以及操作时避免产品溢出。
双阀座结构亦可应用于罐底双座双密封阀,专为罐底防混出料设计,适用于需要将管路一直清洗至罐底的工况。
其下阀塞具备独立阀座提升功能,可实现便捷清洁,无需外部清洗。
罐底双座双密封阀结构紧凑,阀体可任意角度旋转以适应管道布置。

图7.9.15 三种防混阀类型
1. 带阀座提升清洗功能的双座双密封阀
2. 具备外部清洗与泄漏指示功能的单座双密封阀
3. 罐底双座双密封阀
阀位指示与控制
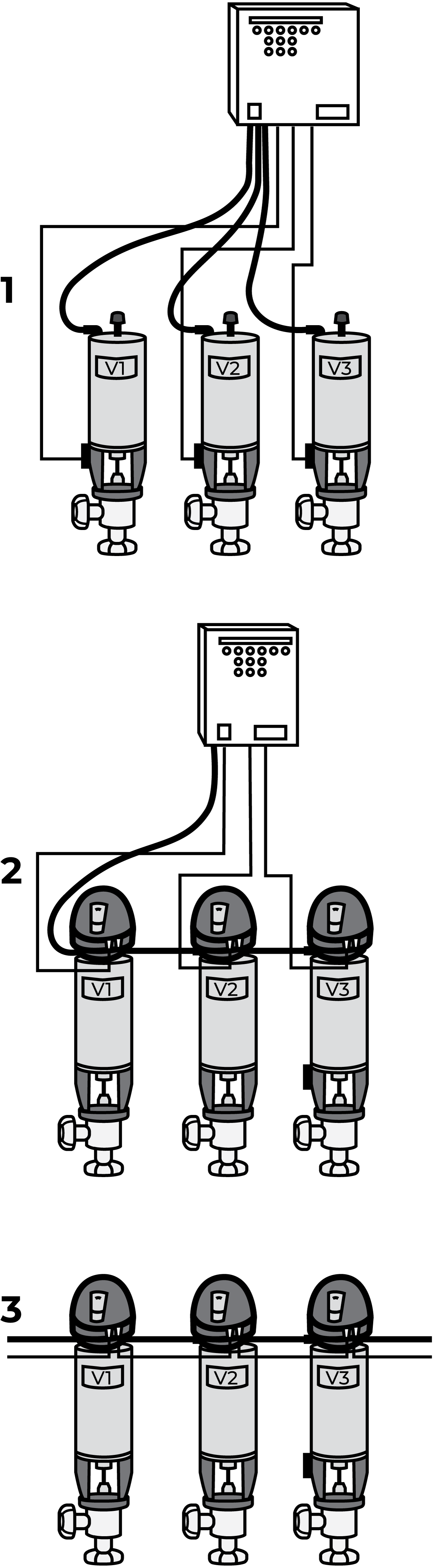
图7.9.16 阀位指示系统
1. 仅指示
2. 通过顶部单元指示
3. 指示和控制系统
仅指示阀位
根据工厂控制系统的不同需求,阀门可安装多种阀位指示装置(图7.9.16)。可采用微动开关、电感式接近开关或霍尔元件等不同类型的开关。这些开关用于向控制系统反馈信号。
当阀门仅配置开关时,需在电磁阀柜中为每个阀门单独配置电磁阀。电磁阀在接收到信号时会向产品阀供应压缩空气,信号消失时释放气压。
该系统(1)要求每个阀门配备一根电缆和一根空气软管。组合单元(2)是一个基础的顶部单元,安装在阀门执行器的顶部,包含触发杆、传感系统及电磁阀。
一根空气软管可以向多个阀门供气,但每个阀门仍然需要一根电缆。
终极控制
终极控制通过图7.9.10所示的顶部单元实现,该单元专为计算机控制设计。顶部单元包括指示单元、触发杆、传感系统及电磁阀。
可用于总线通信系统,仅需一根空气软管和一根电缆即可实现对大量阀门的控制与通信。顶部单元支持中央编程,安装成本低廉。
具备多项功能,例如防混阀的远程设置、控制和阀座升降指示、单座阀的维护程序以及阀塞位置的控制与指示。部分顶部单元还配备软件功能,在原位清洗(CIP)时翻转清洗可节约清洗液.。
止回阀与调节阀
止回阀
当需要防止产品流向错误方向时,可安装止回阀(图7.9.17)。液体流向正确方向时,阀门保持开启状态。流动停止时,弹簧即驱动阀塞压紧阀座。从而有效阻断逆向流动。
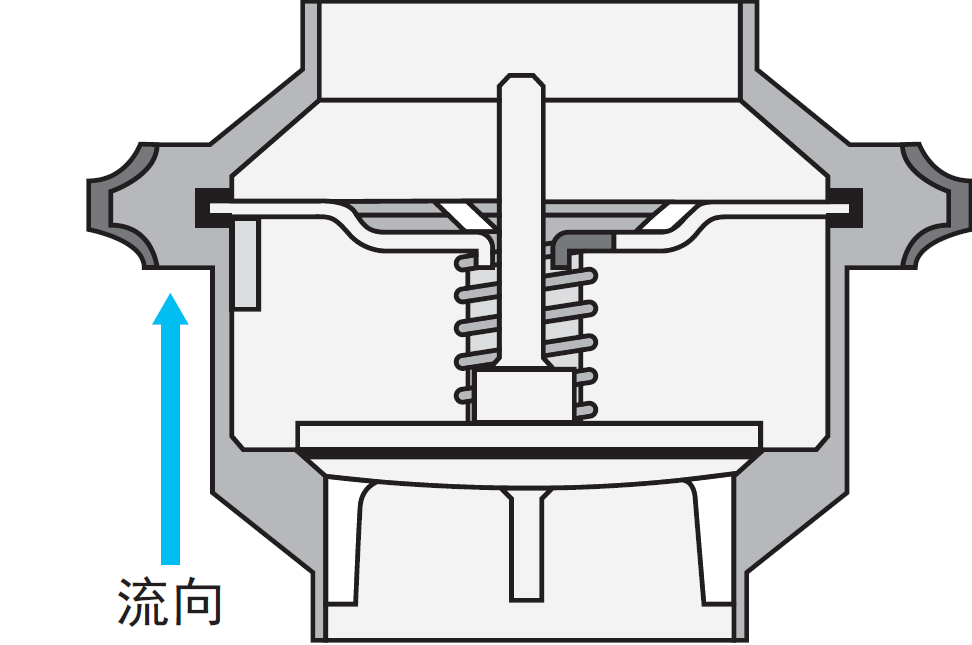
图7.9.17 止回阀
调节阀
截止阀与换向阀具有明确的开、关工位,而调节阀则可渐进改变流道通径。调节阀用于精确调控系统各个点的流量与压力。
带流量可变阀塞的手动调节阀(图7.9.18)。该阀门的阀杆上装有特殊形状的阀塞。转动调节手柄时,阀塞会上下移动,改变流道面积,实现流量或压力的调节。阀门上的刻度可显示当前设定值。
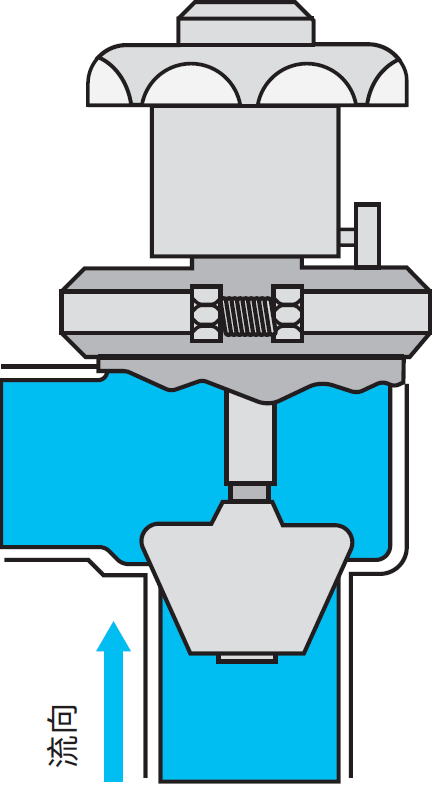
图7.9.18 带流量可变阀塞的手动调节阀
带流量可变阀塞的气动调节阀(图7.9.19)的工作原理与前述阀门类似,其阀塞-阀座结构与手动阀相同。当阀塞向阀座方向下降时,流量会逐渐减小。此类阀门用于工艺过程中压力、流量及液位的自动控制。加工生产线上安装有变送器,会持续将测量值
传送至控制器,控制器随即调节阀门开度以维持预设值。
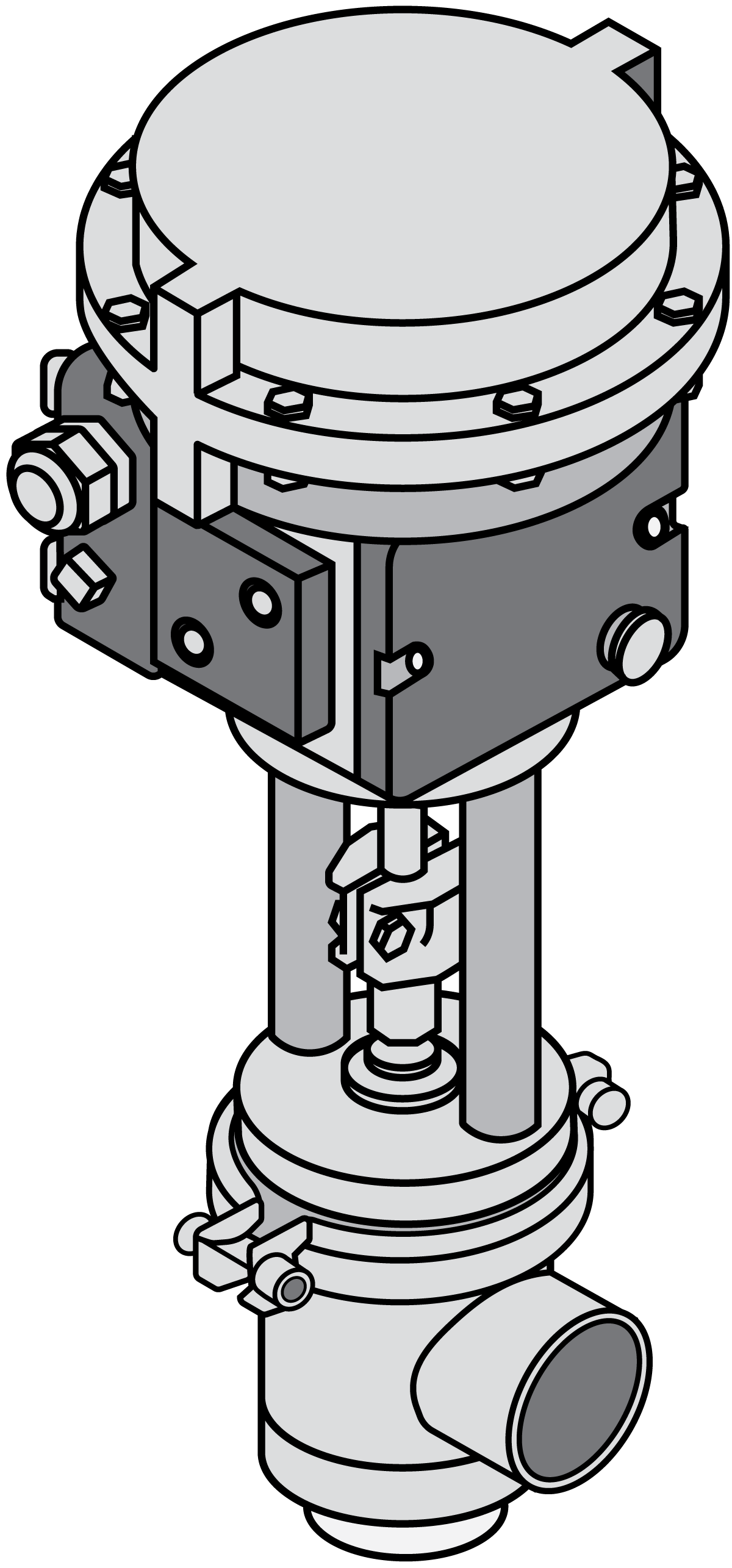
图7.9.19 带流量可变阀塞的气动调节阀
恒压阀(图7.9.20)是一种常用的调节阀。压缩空气经减压阀输送至隔膜上部空间,气压通过减压阀调节,直至产品压力表显示所需压力。此后无论操作条件如何变化,预设压力都会保持不变。图7.9.21展示了恒压阀的功能。
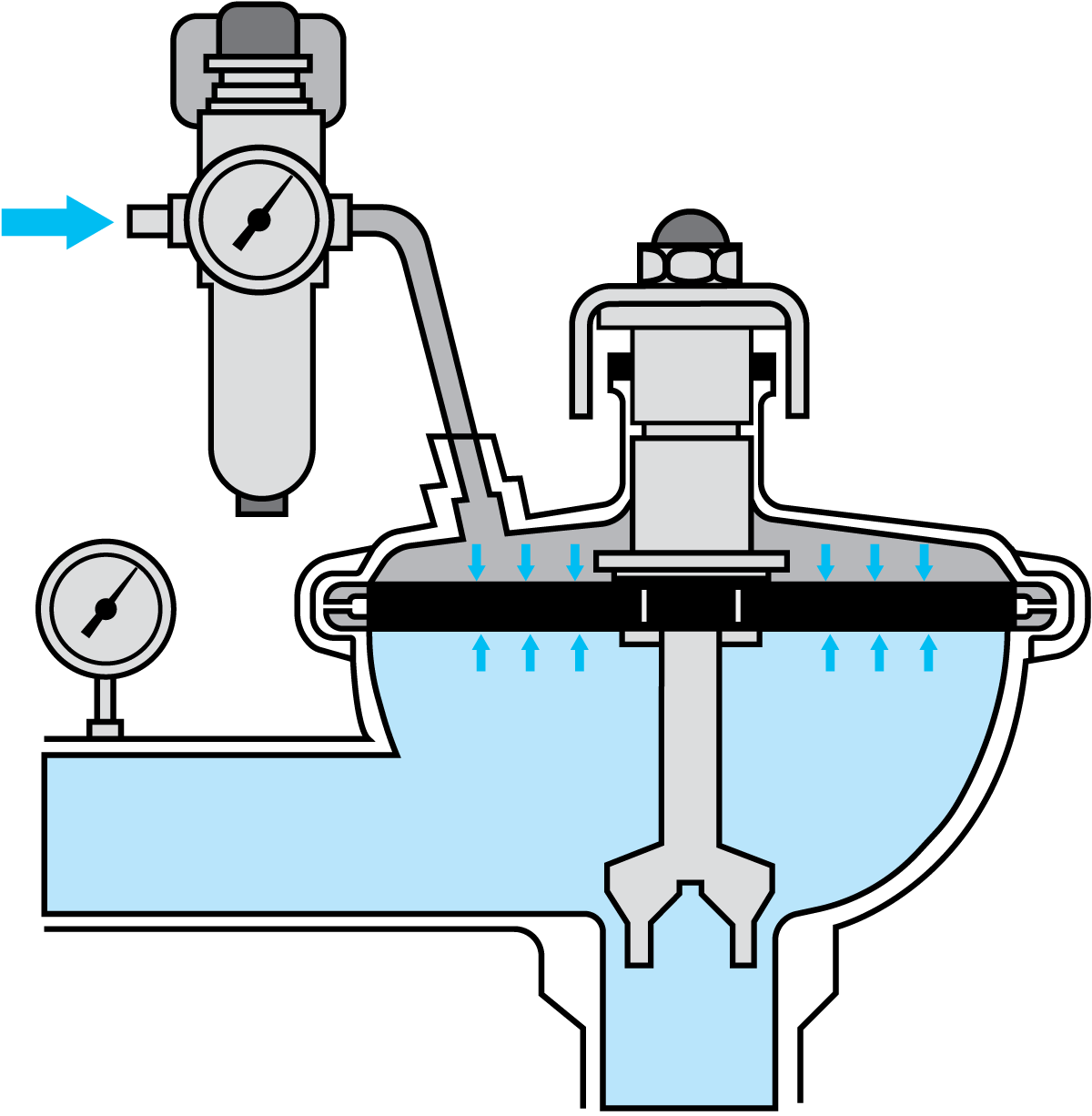
图7.9.20 恒压阀
该阀对产品压力变化响应迅速:当产品压力降低时,保持恒定的气压会对隔膜产生更大的作用力。然后阀塞会随隔膜向下移动,减少流量,使产品压力回升至预设值。
当产品压力升高时,隔膜所受作用力超过压缩空气向下的作用力,阀塞随之抬升,增大产品流道,流量随之增加,直至产品压力回落至预设值。该阀提供两种配置:维持阀前恒压或阀后恒压。
如果可用空气压力低于所需的产品压力,则阀门无法控制产品压力。在这种情况下,可以在阀门顶部安装增压器。由此可将产品压力提升至可用空气压力的两倍左右。
入口恒压阀常安装在分离机和巴氏杀菌机之后,出口恒压阀则用于灌装机之前。
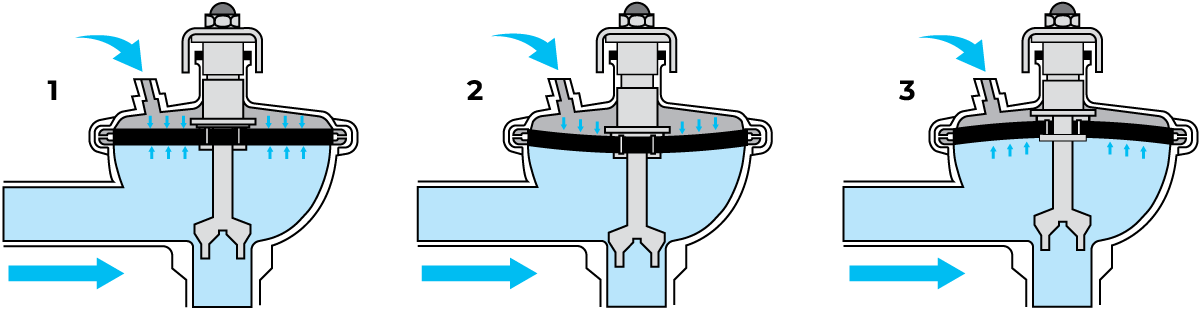
图7.9.21 恒压阀在调节阀前压力时的作用
1. 空气/产品压力平衡状态。
2. 产品压力下降,阀门关闭,产品压力回升至预设值。
3. 产品压力增加,阀门打开,产品压力回落至预设值。
溢流阀
溢流阀是一种为保障安全而实现压力旁通的阀门,可保护管道、泵及附属设备的安全。当输送压力超过设定值时,阀门立即开启,溢出的介质可向外排放或受控回流。
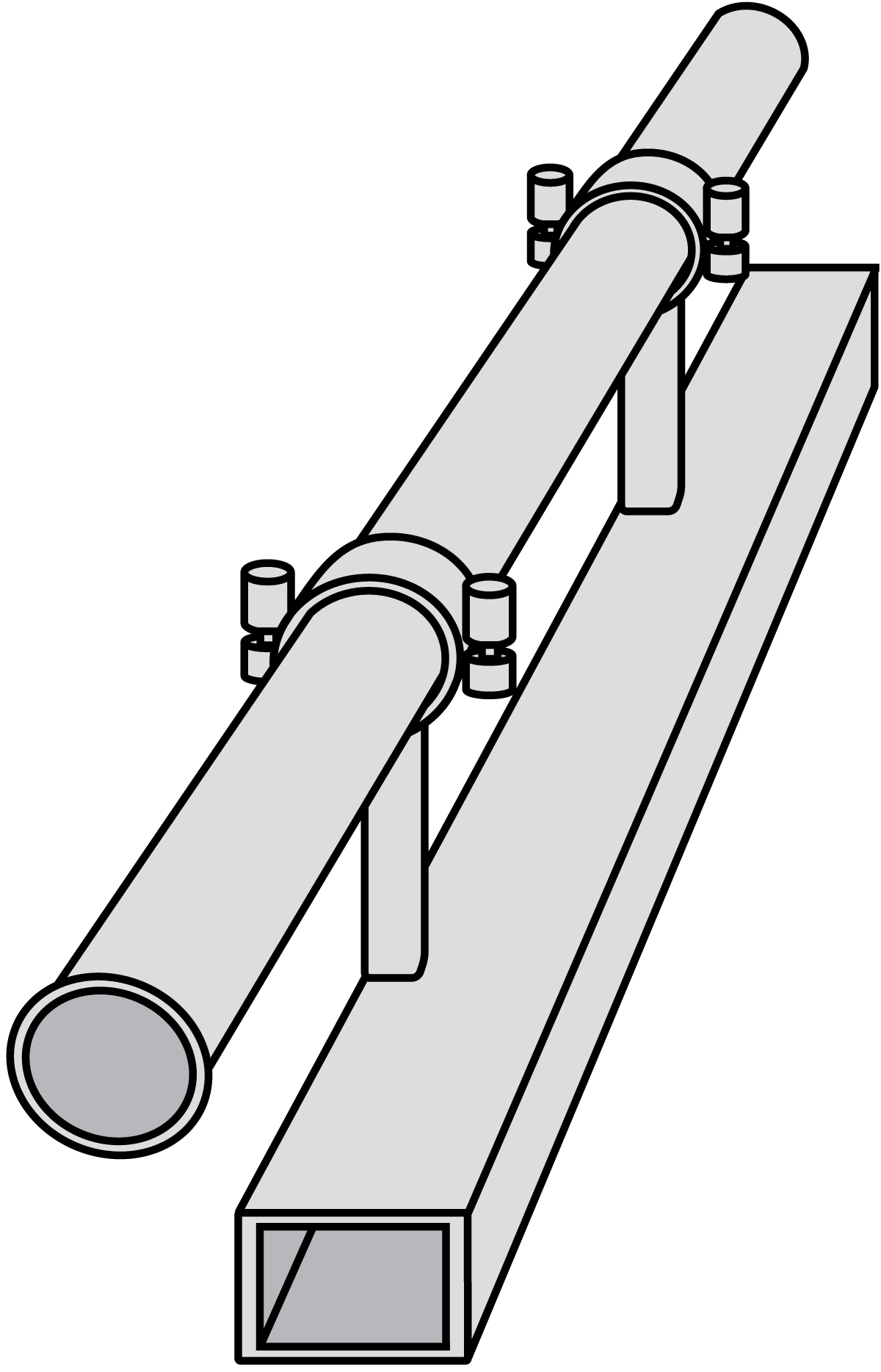
图7.9.23 标准管道支架示例
阀门系统
阀门采用集群布置,以尽量减少死角,并实现产品在乳品厂不同区域或模块间的分配。阀门还用于隔离各条管线,确保在安全清洗其中一条管线时,其他管线可保持产品流通。
管道支架
乳品厂管道通常架设在距车间地面2-3米的高度,所有组件均须预留便于检测和维护的操作空间。管线应保持适度倾斜(坡度1:200至1:1000),以实现自排空,且沿线任何点均不得存在可能积聚产品或清洗液的死角。
管道支架必须牢固可靠,但同时需避免过度约束,而应预留一定的活动空间。当产品温度较高或进行清洗时,管道会大幅膨胀,由此产生的弯头和设备的长度和扭力增加量必须得到吸收。加之各类组件使管道系统重量大增,这些因素都对系统设计的精确度和设计人员的经验提出了极高要求。
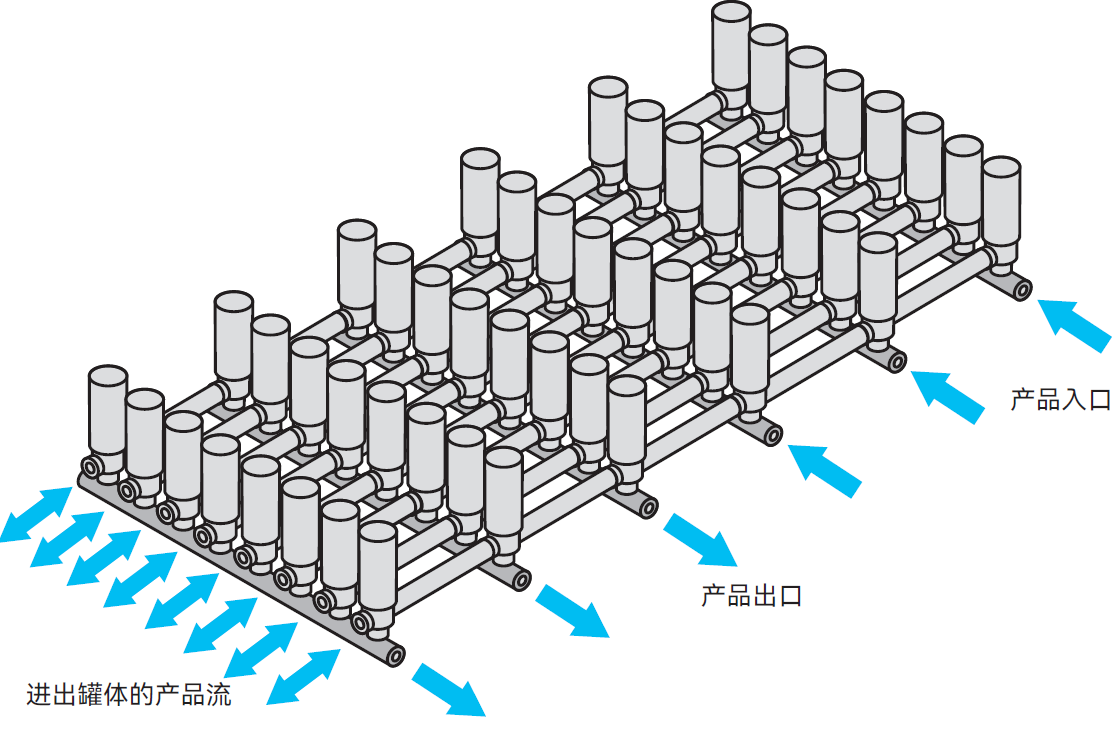
图7.9.22 实现产品与清洗溶液独立进出罐体的罐区阀门布置