炼乳

采用密封容器保存灭菌蒸发乳的方法于19世纪80年代初问世。在此之前,大约1850年,一 位美国发明家通过添加糖改良了蒸发乳的保存方法。自此,运用这两种方法的炼乳制造逐步形成规模产业。随着生产工艺持续演进,现已涵盖连续加热系统与无菌包装技术的应用。
炼乳产品可分为两种类型:淡炼乳与甜炼乳。两类产品均可采用鲜奶或复原乳(奶粉、脂肪和水)为原料。
淡炼乳(亦称双倍浓缩乳、蒸发乳、复原浓缩乳)属灭菌产品,颜色浅,外观呈稀奶油状。这种产品在热带国家、海上和武装部队中拥有巨大的市场,既在鲜奶短缺地区作为鲜奶替代品直接食用或兑水饮用,也在许多可获得普通乳品的国家用作咖啡伴侣。
炼乳由鲜奶,或是由脱脂奶粉、脂肪(无水黄油或植物脂肪)、酪乳粉及水调配制成(另参见第20章《复原乳制品》)。若使用植物脂肪,产品则称为“植脂炼乳”。干物质含量的提升可通过鲜奶蒸发、反渗透浓缩或奶粉复原等方式实现。
炼乳概述
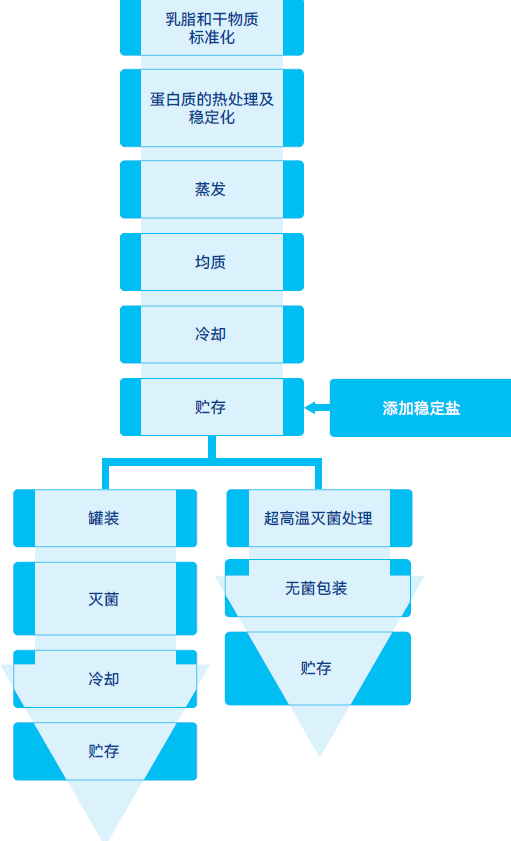
图17.1 以鲜奶为原料的淡炼乳加工步骤
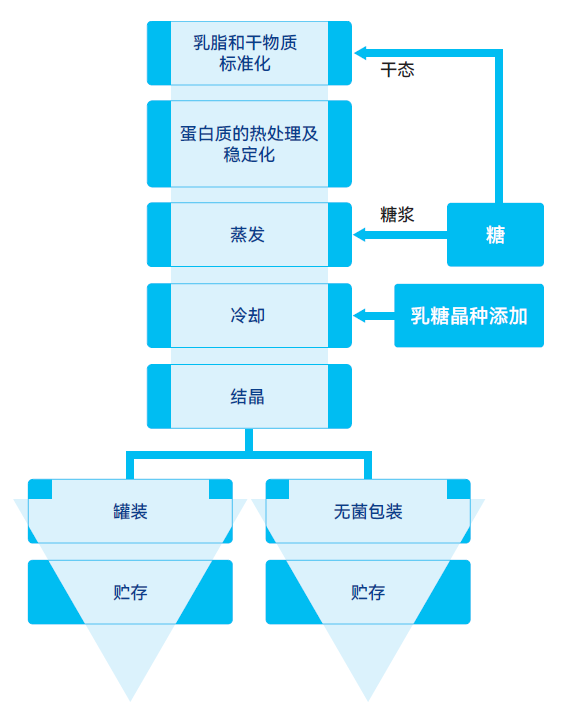
图17.2 以鲜奶为原料的甜炼乳加工步骤
传统上,淡炼乳这种蒸发类产品采用罐头包装以高压釜或卧式杀菌机灭菌。目前,该类产品较多采用超高温灭菌系统进行连续热处理,并以无菌方式进行灌装。
甜炼乳本质上是加糖的浓缩乳,呈淡黄色且黏度极高。其高糖浓度产生的渗透压可抑制或杀灭绝大多数微生物,因此包装后无需热处理即能凭借高糖特性实现长保质期。其在水相中的糖浓度不得低于62.5%或高于64.5%。浓度达到64.5%时,糖溶液趋于饱和,可能导致糖结晶产生沙质感或形成沉淀。
这两种产品的生产过程框图如图17.1和17.2所示。
两种产品生产的第一阶段都包括对乳脂含量和干物质含量的精确标准化。随后进行热处理——该工序兼具杀灭乳中微生物和稳定乳体系的双重功能,确保产品在后续灭菌过程中不发生絮凝。两款产品对原料和初始处理工序的要求基本一致,自此之后工艺路径开始分化。
淡炼乳
采用鲜奶生产淡炼乳(亦称蒸发乳)时,牛奶经标准化和热处理后会被泵入蒸发器进行浓缩,随后进行均质与冷却。需对热稳定性进行检测,并添加稳定盐(通常为磷酸氢二钠和磷酸二氢钠)以调节浓缩液的热稳定性。对于罐装产品,浓缩液经包装后于高压釜内灭菌,罐体冷却后入库贮存。
对于经超高温灭菌处理的产品,首先会对稳定浓缩液进行灭菌,然后再进行无菌包装。
图17.3展示了以鲜奶为原料生产淡炼乳的加工步骤。以复原乳为原料生产炼乳时亦采用类似技术,不同之处在于标准化工序在再制或复原过程中完成。
原料
炼乳生产中对原料质量的两大核心考量在于:
- 芽孢数和耐热菌数
- 承受剧烈热处理而不凝结的能力(热稳定性)
原料的细菌学质量
蒸发工序在降膜蒸发器的真空环境下进行,温度需控制在65-70℃之间。若温度低于65℃,芽孢与耐热菌将获得理想生长条件,影响原料中的芽孢数量,这既适用于以鲜奶为原料的炼乳生产,也适用于用作再制产品原料的奶粉生产。因此,无论是生产炼乳还是待干燥浓缩物,对生产过程中细菌的精准控制都是不可或缺的核心要求。
原料的热稳定性
牛奶耐受剧烈热处理的能力主要取决于其酸度与盐平衡情况,后者受季节变化、饲料特性及泌乳阶段影响。通过添加稳定盐或进行预处理,可提升蒸发牛奶耐受所需热处理强度的能力。
预处理
预处理对最终质量至关重要,包括乳脂含量、非脂乳固体的标准化以及热处理。
标准化
市售炼乳需符合规定的脂肪与干物质含量。具体数值因适用标准而异,但通常应含有7.5%的脂肪与17.5%的非脂乳固体。这种产品通常被称为“双倍浓缩乳”,总固形物含量为25%。另一常见标准为“三倍浓缩乳”,总固形物含量为33%(其脂肪含量通常为4-10%)。
现代自动化的标准化系统可对基础乳的脂肪含量及脂肪/非脂乳固体的比率实现连续且极其精确的标准化。有关标准化的更多信息,请参见第7.2章 《离心分离机与牛奶标准化》。用鲜奶生产炼乳时,蒸发前要完成牛奶的标准化,使其成分在蒸发后达到所需的脂肪和干物质含量。而再制产品在再制阶段即已满足最终成分标准。
预热
在灭菌之前,标准化牛奶需经强化热处理,以杀灭微生物并改善其热稳定性。在以鲜奶为原料的生产中,热处理在管式或板式热交换器(常集成至蒸 发设备中)中进行,温度为100-120℃,持 续 1-3分钟,随 后将牛奶冷却至约70℃后进入蒸发器。
在再制产品的生产中,奶粉生产的预处理阶段已包含预热工序。推荐用于生产炼乳的奶粉应达到HHHS品质标准(另见第18章《 复原乳制品》)。
热处理过程中,大部分乳清蛋白会变性,同时钙盐沉淀,通过这种方式,牛奶的蛋白混合物稳定下来,在稳定盐的辅助下,可耐受后续灭菌处理,而不会在贮存过程中发生凝集。
热处理方式将显著影响最终产品的颜色与黏度,因而是决定产品质量的极重要因素。
蒸发
蒸发工艺仅适用于以鲜奶为原料的炼乳生产,通常采用多效降膜式蒸发器。牛奶在真空下流经蒸汽加热管,在65-70℃区间发生沸腾,随着水分蒸发,干物质含量持续升高。此过程中会对密度进行连续检测。
均质
炼乳由蒸发器泵入均质机,然后在5-25兆帕(50-250巴)压力下进行均质处理以分散乳脂,避免脂肪球在后续灭菌过程中聚集。
均质强度不宜过高,以免破坏蛋白质稳定性,导致灭菌时乳凝集。
因此需精确控制均质压力:既要保证脂肪充分分散,又要避免乳凝集风险。
在罐内灭菌处理的两级均质中,压力范围通常为12.5-25兆 帕( 125-250巴 )。而 在 超高温灭菌处理中,若进入蒸发器的牛奶已经过均质处理,则预处理中的均质处理通常会降低强度,或直接省去,以防止浓缩液在最终热处理前的贮存期间发生分层。随后,主要均质工序会在超高温灭菌处理过程中完成,这一工序通常设置在下游(无菌)段。
最终标准化与中间贮存
均质后的牛奶浓缩液如需贮存待灭菌,需冷却至5-8℃。在此阶段,通常需要对乳脂含量和非脂乳固体进行最终检测。应避免长期贮存(>16小 时),不仅为防止细菌滋生,更因长期低温贮存可能加剧成品沉淀形成与老化凝胶趋势。
如前所述,可通过添加稳定盐(通常为磷酸钠)提升炼乳的热稳定性。在罐装工艺中,磷酸盐的添加量通过样品灭菌过程确定,在此过程中往罐头内添加不同量的稳定盐,然后送入高压釜灭菌。超高温灭菌工艺中的盐含量调节更为复杂,因为需要对大量不同盐添加量的浓缩液进行测试,故多数情况下依赖既往生产经验确定盐添加量。
在此阶段也可添加维生素。
图17.3 以鲜奶为原料的淡炼乳加工生产线
1. 蒸发
2. 均质
3. 冷却
4. 中间缓存罐
5. 罐装
6. 灭菌
7. 贮存
步骤5、6与步骤8、9两种工艺二选一;
8. 超高温灭菌处理
9. 无菌灌装
罐装
罐装机可在灭菌前自动完成炼乳罐装与封罐作业。罐装时的温度选择应能尽量避免泡沫产生。
罐内灭菌
灌装封盖后的金属罐从罐装机被送至高压釜,高压釜可采用连续式或间歇式操作模式。在间歇式高压釜中,金属罐先装入专用料箱,再将料箱堆叠送入釜内;而在连续式高压釜中,金属罐会在精确控制的速度下连续通过输送带(另见第10章《长保质期乳制品》中的相关图示)。在两种高压釜中,灭菌过程中的金属罐均保持运动状态,使热量更快速、更均匀地分布。热处理中凝聚的蛋白质得以均匀分散于乳中。经过一段时间的加热,乳达到110-120℃的灭菌温度并维持15-20分钟,随后将产品(在金属罐中)冷却至贮存温度。
此剧烈热处理会导致蛋白质与乳糖发生化学反应(美拉德反应或褐变反应),使产品呈浅棕色。
超高温灭菌处理
超高温灭菌处理主要采用管式热交换设备进行 (详见第10章《长 保 质 期乳制品》)。产品被泵入超高 温 灭菌设备后,在 120-128℃下保持2至8分钟。低温长时间处理主要用于模拟罐内灭菌工艺,使产品获得与罐装产品相同的感官特性——浅米色外观、轻微焦糖风味及更高黏度。
超高温灭菌处理的时间/温度组合以及均质条件(主要在无菌条件下进行)是决定成品颜色、黏度和贮存稳定性的关键因素。冷却后,乳在无菌条件下灌装入纸包装并贮存。
贮存与检验
金属罐装炼乳可在0-15℃的温度下贮存极长时间。若贮存温度过高,乳品会呈褐色;温度过低则可能导致蛋白质沉淀。
经超高温灭菌处理的炼乳的保质期通常为6-9个月。
甜炼乳(SCM)
甜炼乳可采用鲜奶生产,或采用脱脂奶粉、无水 乳脂(AMF)和水重新调配而成。为降低生产成本,可用植物脂肪(优选棕榈油,有时也可使用椰子油)替代AMF。还 有一 种 复合工艺:在以 鲜奶为原料 的产品中,通过添加奶粉提高干物质含量,同时添加稀奶油增加脂肪含量——由此得到部分鲜奶基、部分奶粉基的复合型产品。
资料来源:P. Waltra等人,乳品技术( 1999年)
甜炼乳主要有两种标准——英国标准与美国标准(如表17.1所 示)。高含 糖 量、低 水分活度(aw≈0.78)和高渗透压使产品原则上具有“自保鲜”特性。良好含糖率应控制在62.5-64.5%之间。若含糖率<62.5%,可能存在微生物生长风险。若含糖率>64.5%,则可能引发糖结晶导致成品产生沙质感。

公式 17.1
图17.4展示了由鲜奶生产甜炼乳的加工生产线。蒸发之前,乳脂肪与非脂乳固体的值已标准化至预定水平,方法与淡炼乳所用方法相同。炼乳还要经过热处理,主要杀灭嗜渗酵母菌、酵母菌、微球菌及霉菌孢子,同时灭活可能引发问题的酶类。热处理对稳定蛋白复合物、防止老化凝胶形成以及塑造成品的理想黏度与颜色至关重要。热处理强度过高或不足均可能引发凝胶化现象。最常用的热处理参数为110-120℃持续1-2分钟。若需获得较高黏度的产品,通常将炼乳在82℃下热处理10分钟。若需低黏度产品,则采用高温短时的温度/时间组合,如116℃/30秒。
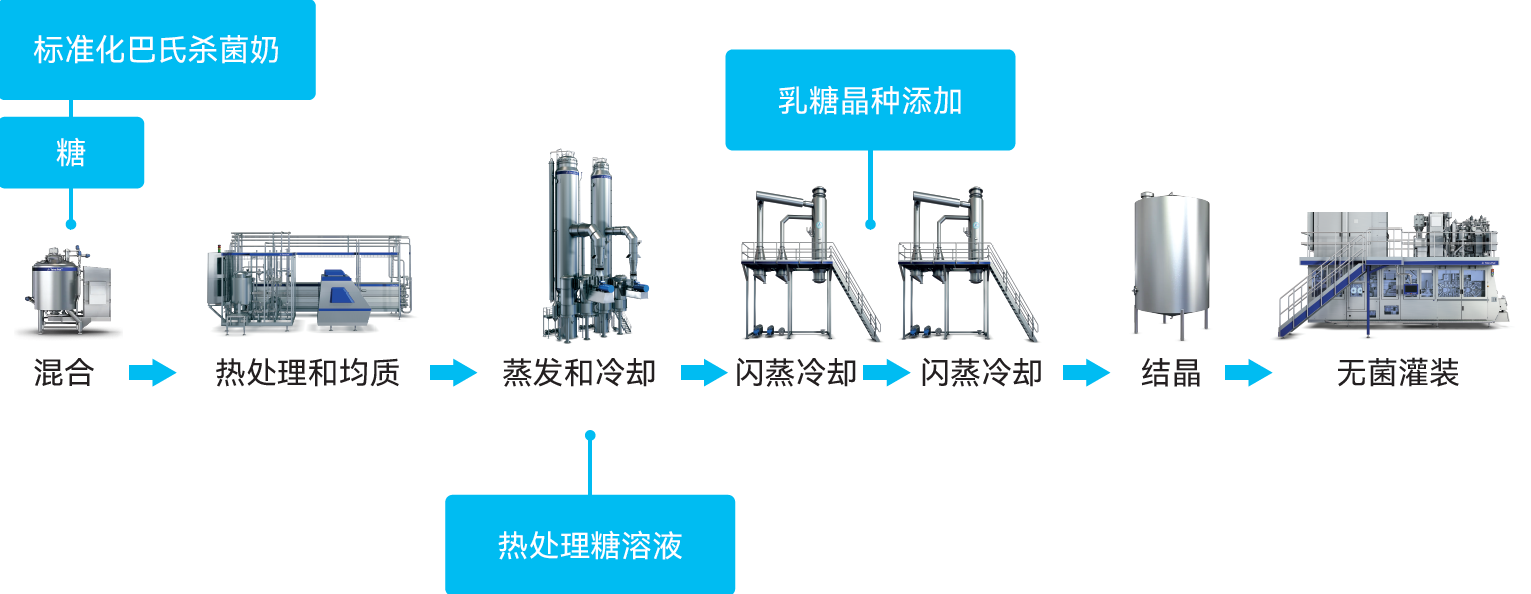
图17.4 以鲜奶为原料的甜炼乳加工生产线
以复原乳为原料生产甜炼乳时,可采用中热(MH)或高热(HH)奶粉替 代剧烈热处理工序,并在较低温度下(88-95℃)进行30-60秒的巴氏杀菌。
甜炼乳生产中的关键步骤是糖的添加,精确的比例控制至关重要。如前所述,炼乳的保质期取决于其是否具备足够高的渗透压。
在以鲜奶为原料的甜炼乳生产中,添加糖的两种方式是:
- 热处理前加入干糖
- 蒸发器内添加糖浆
在不同阶段加糖会影响最终产品的黏度。一种理论认为,早加糖可能导致产品在贮存期间黏度过高。
以复原乳为原料进行生产时,蔗糖几乎总是在混合工序以干燥形式添加。
蒸发
甜炼乳的蒸发工艺与淡炼乳基本相同。若采用蒸发器加糖方式,糖浆在蒸发过程中段被添加并与牛奶混合,随后继续蒸发直至达到目标干物质含量。通过检测浓缩液密度可间接控制干物质含量。
部分生产商会在蒸发后立即进行5-7.5兆帕(50-75巴)的均质处理,以此调控产品黏度。
冷却和结晶
甜 炼乳蒸发后必须冷却,这是整个工艺流程中最关键和最重要的阶段,直接决定产品能否获得细腻柔滑的口感。由于炼乳中的水分仅能溶解配方中一半的乳糖,因此,另一半将以结晶态沉淀。若任其自由缓慢结晶,形成的糖晶数量少、粒径大,会导致产品产生砂砾感而不适用于多数应用场景。因此,最好控制乳糖的结晶过程,促使其形成大量(微小)晶体。一级甜炼乳中允许的最大晶体尺寸为10微米,该尺寸晶体在正常贮存温度(15-25℃)下能 稳定悬浮于乳中,且舌触无感。
甜炼乳每100克水分含38-45克乳糖,但乳糖溶解度仅为20克 。此 外,由 于 存 在 大 量 糖( 蔗 糖),100克水中最终的乳糖溶解度仅为10克。这意味着75%的乳糖将形成结晶。在剧烈搅拌下快速冷却混合物(避免空气混入)能形成结晶,通常通过闪蒸冷却方式实现。乳糖结晶通过冷却和添加细微乳糖“晶种”(晶体)实现。这些晶种在乳糖结晶过程中充当晶核。快速冷却与晶体添加为形成大量微晶创造了条件,这一过程有时被称为“大量结晶”。当炼乳温度降至30-35℃时,以粉末或浆料形式加入细磨乳糖晶种,添加量约为混合物总量的0.05%。此温度下糖溶液处于过饱和状态,因此乳糖晶种不会溶解。但温度也不能太低,以免在晶种混入前发生自发成核现象。
可通过两级闪蒸冷却实现上述条件:第一级将炼乳从约60℃冷却至35℃,第二级则从35℃冷却至18℃。在两级闪蒸冷却之间完成乳糖晶种添加。
由于完全结晶需时较长,最终结晶大部分在结晶罐中完成,最后完成于包装内。
甜炼乳的高黏度特性要求贮存罐配备强力搅拌器。
包装
甜炼乳应呈现淡黄色泽并具有高黏度特性。传统上甜炼乳罐装于经清洗灭菌的金属罐中,因此罐装后不再进行灭菌操作。
如今,也可将甜炼乳灌装于无菌纸包装中。