零乳糖乳制品

全球许多人患有乳糖不耐症,难以享用普通乳制品。因此,市场对大幅降低乳糖含量的乳制品的需求一直存在。然而,乳糖约占牛奶干物质的三分之一,改变其含量会对产品的风味和口感等感官特性产生影响。因此,如何在不显著影响产品感官品质的前提下调整乳糖含量,是众多生产商面临的挑战。本章将阐述零乳糖及低乳糖乳制品的生产工艺,并介绍为确保高品质产品所需考虑的一些关键因素。
乳糖
乳糖是天然存在于牛奶及乳制品中的糖类,约占牛奶成分的4.8%,会因奶牛年龄、泌乳阶段、饲养方式和季节等因素略有波动。在化学结构上,它是由两个单糖分子结合而成的二糖:由D-葡萄糖与D-半乳糖通过β-(1→4)糖苷键连接形成(图11.1)。
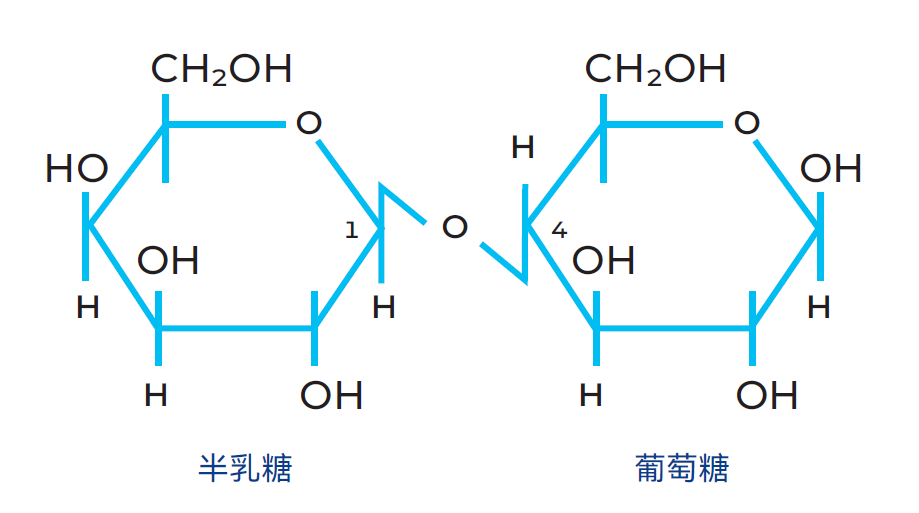
图11.1 乳糖的二糖结构
人类是唯一在成年后仍每日持续摄入并消化乳汁的哺乳动物。这种能力得益于肠道系统中一种天然存在的酶,它对乳糖的消化和吸收至关重要。如图11.2所示,乳糖酶可裂解乳糖分子中两个单糖分子之间的连接键,将其分解为半乳糖和葡萄糖,从而被小肠吸收。
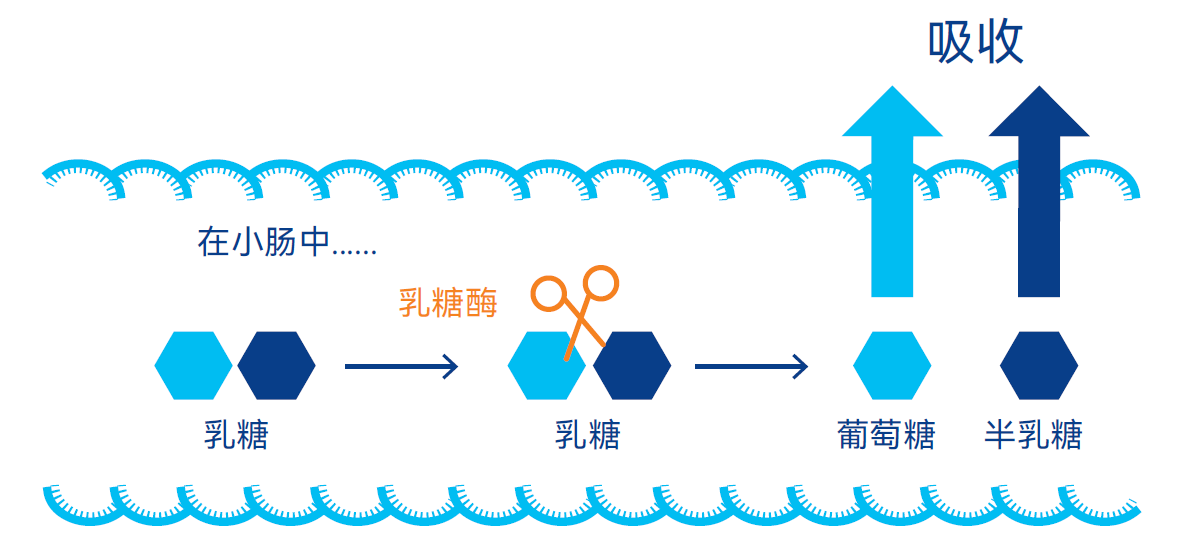
图11.2 乳糖在小肠中的吸收过程
乳糖不耐
乳糖不耐是一种消化系统综合征,其特定症状的严重程度各异。该综合征是乳糖酶缺乏的后果,导致机体部分或完全无法消化乳糖,患者可能在食用牛奶及其他乳制品后引发腹痛、腹胀和腹泻。诱发这些症状的乳糖摄入量因人而异,影响因素包括种族、遗传因素、性别、年龄、乳糖摄入频率以及含乳糖食物的类型。
原发性乳糖不耐可能发生在人类婴儿期断奶后,此时基因调控下的酶合成作用终止。研究还表明,乳糖酶的缺乏可能与种族因素有关。某些人群进化出了乳糖耐受性,持续合成乳糖酶至成年期,而其他不具备此特征的人群则可能遭受乳糖不耐的困扰。流行病学研究表明,全球约70%的人口存在乳糖吸收不良问题,在一些亚洲和非洲国家,这一比例高达95%至100% (1)。需要重点强调的是:乳糖不耐不同于牛奶过敏——后者是免疫系统对一种或多种牛奶蛋白质产生的反应,可能危及生命。
法规与标签标识
将乳制品标注为“零乳糖(无乳糖)”或“低乳糖”,取决于其实际的降糖程度。该标准因国家/地区而异,视当地法规要求而定。目前部分国家尚未针对“零乳糖”和“低乳糖”类别制定具体的法规标准。但在许多市场中,归类为“低乳糖”的产品乳糖含量通常<1%(重量百分比),而“零乳糖”产品的乳糖含量则要求<0.01%(重量百分比)。
去除乳糖的挑战
通过酶水解、膜过滤或两者结合的方式,可减少或近乎完全去除牛奶中的乳糖。然而,此类技术的核心挑战在于:如何在去除或降低乳糖含量的同时,使产品品质与标准乳制品保持一致。
酶水解技术是在加工过程中向牛奶添加乳糖酶,使其能够被自身缺乏该酶的人群消化。这是降低乳制品中乳糖含量最常用的技术。但单纯使用酶水解可能导致产品品质变化——甜度增加,有时还会改变产品色泽。因此,有必要充分理解该技术以控制此类变化。
膜过滤技术可用于分离牛奶中的不同组分,从而在最终产品中去除部分乳糖。这有助于避免酶水解过程中因乳糖分解而导致的产品甜度的显著改变。
乳糖水解的基础科学原理
乳糖酶
乳糖酶(β-半乳糖苷酶)是天然存在于哺乳动物肠道系统中的一种酶。其特定功能是将乳糖分解为半乳糖和葡萄糖,以实现消化目的。乳糖酶可从多种来源中分离提取,如植物(杏仁、桃、杏、苹果)、动物器官、酵母、细菌和真菌。乳糖酶于1950年首次
被提出用于乳品加工,现已成为乳品加工中最重要的酶制剂之一。
水解作用与关键参数
水解是指化合物与水发生反应后导致的化学分解过程。该反应也可在酶的催化下进行,称为酶水解。在乳糖的酶水解过程中,乳糖酶与乳糖分子结合,将其分解为一个半乳糖和一个葡萄糖分子(如图11.3所示)。
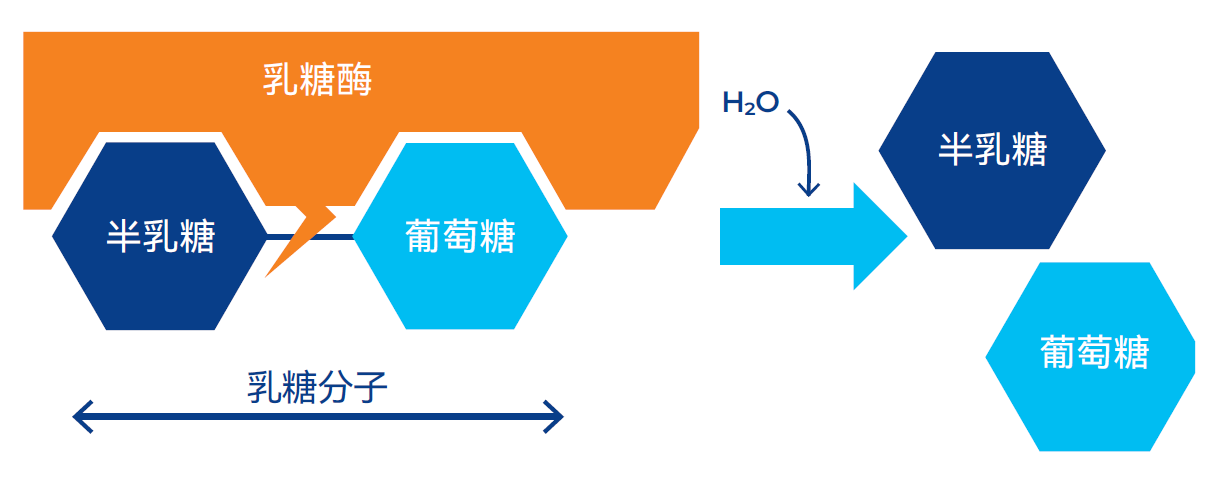
图11.3 乳糖的酶水解过程
与所有其他酶促过程一样,水解所需的时间取决于加工条件,如温度、pH值、底物浓度(此处指乳糖)、酶浓度(亦称添加量)以及所需的水解程度。酶的最适pH值和温度因其来源而异,具体范围 应由供应商提供。
- 乳糖酶的最适工作温度范围为35-50℃。在此范围内水解效率最高,可减少乳糖酶用量。然而,该温度范围也存在微生物繁殖的风险。因此,若牛奶未经超高温灭菌或延长保质期热处理,则需做出平衡妥协:适当降低温度以抑制微生物生长,但会导致水解效率下降。
- 乳糖酶的最适pH值范围为4.0-7.5(具体取决于酶来源)。
- 提高酶添加量可缩短水解时间。但乳糖酶成本较高,因此,生产商需根据水解步骤的预期时长确定所需添加量。所含酶制剂的添加量取决于酶的类型和活性。乳糖酶活性以中性乳糖酶单位每升(NLU/L)表示。
- 水解时间与酶添加量还取决于产品中的乳糖含量及水解程度(需水解的乳糖比例)。后者直接决定产品最终标注为“低乳糖”还是“零乳糖”。
目前存在多种方法和技术可测定水解后的残留乳糖量,包括分光光度测量、核磁共振、高效液相色谱仪(HPLC)等精密技术,以及生物传感器或商用酶检测试剂盒。
对产品特性的影响
甜度
甜度是构成所有食品风味的一项重要特性。它既取决于产品中糖的含量,也取决于糖的类型。“蔗糖当量”用于衡量特定糖分子的甜度,其基准为蔗糖分子的甜度。乳糖、葡萄糖和半乳糖的蔗糖当量值如表11.1所示。
如前文所述,在乳糖水解过程中,每个乳糖分子会被分解为一个葡萄糖分子和一个半乳糖分子。由于半乳糖和葡萄糖的相对甜度更高,牛奶的甜味会得到显著增强。
控制产品甜度增加的一种方法是调整配方,例如减少糖的添加量。这对许多配方产品而言是有利的,例如在超高温灭菌调味乳中,添加更少的糖就能获得甜味。也有一些市场普遍偏好甜味更重的牛奶。然而,对于原味牛奶或酸奶等不需要甜味的产品,可采用膜过滤技术来降低甜度。通过过滤将乳糖从产品中分离,从而在水解前降低总乳糖含量。最终零乳糖产品中的糖含量将低于普通牛奶,但却能保持相近的风味和甜度(见图11.4)。本章末尾将进一步阐述膜过滤技术。
美拉德反应
糖组成从乳糖转变为葡萄糖和半乳糖,也可能导致后续热处理和储存过程中美拉德反应的加剧,从而引起产品褐变并产生过熟味。美拉德反应是糖类与牛奶蛋白质之间的反应。葡萄糖和半乳糖比乳糖更容易参与该反应,导致褐变加剧和风味变化。这些产品品质变化的接受度取决于具体市场和应用场景。
蛋白水解性异味
在水解过程中,所添加酶制剂中的杂质可能形成除葡萄糖和半乳糖以外的副产品,例如蛋白水解性异味。随水解时间延长产生异味的风险也将增加。若在包装前将酶灭活,即可阻止水解过程在储存期继续进行,从而抑制异味产生。对于无菌在线添加,关键在于使用高纯度酶制剂,以抑制异味的产生。
乳糖水解的技术解决方案
通过添加乳糖酶进行的乳糖水解,既可单独采用,也可与膜过滤工艺结合使用。两种方案均可采用相同的设备配置进行酶添加。
乳糖酶的添加方法主要有两种:批次添加与在线添加。
批次添加
采用批次添加法时,酶在巴氏杀菌后被加入牛奶中,并于专用储存罐内混合以进行水解。达到所需水解度通常需约十小时,但具体时间取决于所用酶的特性、酶浓度及牛奶温度。出于抑制微生物的考量,应尽可能降低温度,同时还需确保在最低酶用量下仍能维持适当的水解速率。操作温度通常控制在5-8℃。牛奶经热处理后,酶会因热灭活而失效,水解过程由此终止。批次添加工艺流程如图11.5所示。
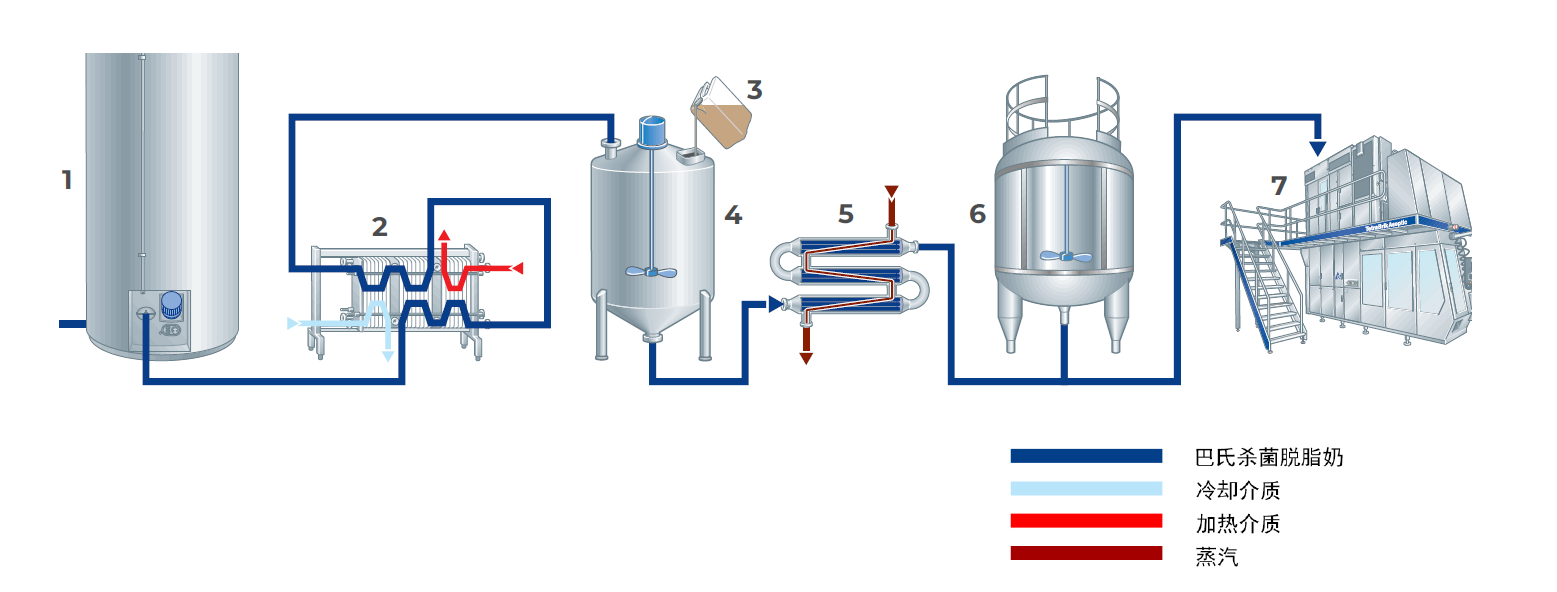
图11.5 采用批次添加法进行酶水解的生产线示意图
1. 牛奶
2. 巴氏杀菌
3. 添加乳糖酶
4. 水解罐
5. 最终热处理
6. 无菌罐
7. 灌装
该方法主要用于生产经巴氏杀菌的延长货架期(ESL)牛奶,这些产品必须在离厂送达消费者前充分完成水解。水解前对牛奶进行巴氏杀菌旨在降低产品中的微生物负荷,从而抑制水解过程中微生物的繁殖。采用更低的水解温度也可达到相同目的。
批次添加具有以下优势:
- 水解时间可控:加热会使乳糖酶失活,因此使各批次的水解时间保持一致,有助于精准控制水解程度。
- 抑制异味产生:乳糖酶的失活也可避免最终产品产生异味。
然而,批次添加工艺也存在一些局限性:
- 低温导致过程缓慢:较低的水解温度可抑制微生物生长,但同时也会抑制乳糖酶的反应活性,从而导致水解时间延长。
- 需配备水解罐:产品必须在罐中储存数小时。额外的储罐需求和处理时间增加了整体工艺成本。
- 酶消耗量较高:为在合理时间内完成罐内 水解,需要提高酶添加量。在一个批次工艺中,酶的添加量约为1-4克/升,具体取决于酶的类型和活性(强度)。其活性范围应控制在每升牛奶5000-15000NLU之间。
- 美拉德反应:在最终热处理阶段可能发生颜色变化(褐变)和产生蒸煮味。这是因为牛奶蛋白质与葡萄糖、半乳糖之间的美拉德反应,比其与乳糖之间的反应更为剧烈。
在线添加
在在线添加工艺中,酶制剂在最终热处理之后、灌装之前被连续添加到生产线上,如图11.6所示。该过程通过无菌添加设备完成,这些设备可布局于无菌缓冲罐前端或后端。随后,酶促反应在完成包装的产品中发生,反应环境为生产现场或运输途中的常温储存条件下。由于添加酶制剂后产品不 再经过热处理,因此必须在添加过程中杜绝任何微生物污染。可通过两种方式确保无菌条件:使酶液通过无菌过滤器(孔径0.2微米以去除微生物)进行添加并现场灭菌;或无菌添加预先完成灭菌处理的酶制剂(由供应商异地灭菌)。
在线添加通常仅用于生产超高温灭菌牛奶,其热处理工艺使产品得以在常温条件下储存。而延长货架期(ESL)牛奶需冷藏储存,这会抑制酶活性,因此需要采用与批次添加相似的酶用量。然而,若能将延长货架期(ESL)牛奶的水解时间延长至16-36小时,则酶用量最高可减少50%。
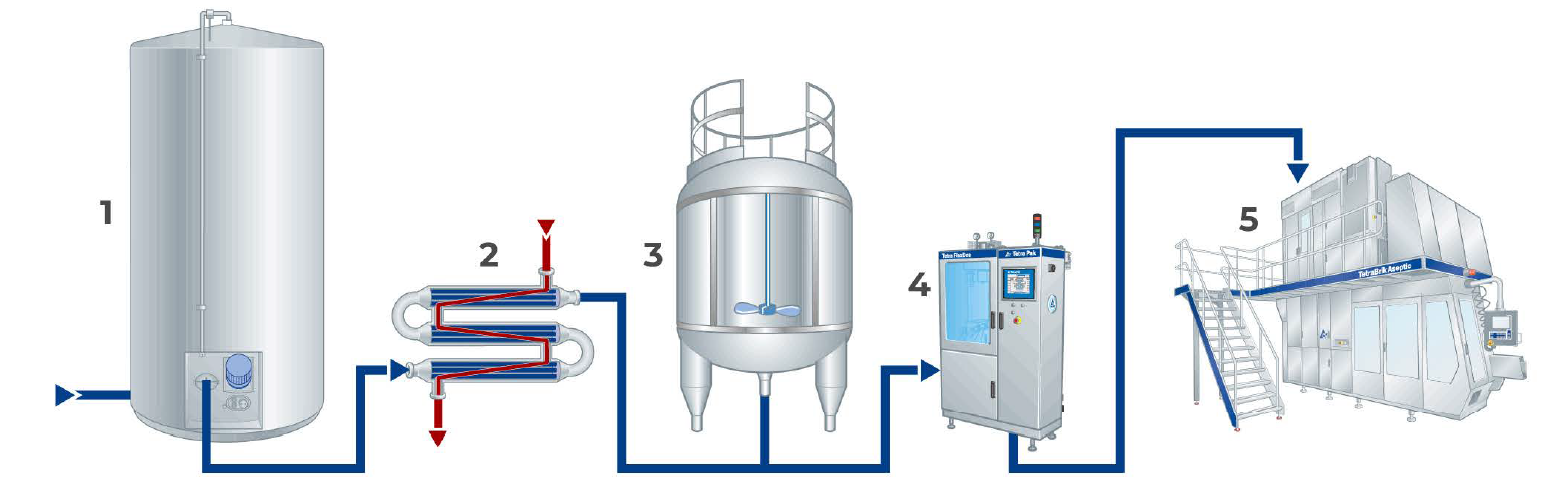
图11.6 在线添加工艺流程示意图
1. 牛奶
2. 高温热处理
3. 无菌罐
4. 乳糖酶无菌添加单元
5. 灌装
在线添加工艺具有以下优势:
- 缩短生产总时长:由于水解反应在包装内进行,因此避免了包装前所需的水解时间。产品可在环境温度(约20℃)下储存,与需在5-8℃条件下进行的批次水解相比,该温度条件能提高水解速率。
- 无需配备水解罐:与批次添加相比,该工艺降低了加工生产线总体成本。
- 减少酶消耗量:水解过程在包装内进行,并可在最终产品的储存和运输期间持续反应,因此水解时间可相应延长。采用在线添加工艺的超高温灭菌产品所需酶用量约为0.2-0.6克/升,具体取决于酶的类型与活性。其活性范围应控制在每升牛奶300-600NLU之间。
然而,在线添加工艺也存在一些局限性:
- 水解时间可控性较差:因水解后无热处理工序,无法对酶进行灭活。
- 需使用高纯度酶以抑制异味:若乳糖酶在热处理后添加至包装中,酶将始终保持活性。若酶制剂纯度不足,其中的杂质可能导致异味产生。为避免该问题,在线添加需使用高品质(高纯度)酶制剂。
总体而言,与批次添加相比,在线添加工艺的运营成本更低、加工效率更高。该工艺所需储罐更少,降低了清洗所需的资源消耗,同时省去了加热步骤,这两者都有助于减少环境影响。然而,酶制剂的质量乃是管控产品储存期间异味风险的关键因素。表11.2展示了两种添加方案各项指标的对比情况。
膜过滤与牛奶甜度
膜过滤技术可在水解前去除牛奶中的部分乳糖。这样做有助于降低最终产品的甜度。该技术通过使用不同孔径的膜,根据分子大小分离牛奶组分。小于孔径的分子可透过膜,会同时存在于渗透液和保留液中。而较大的分子则被膜截留形成保留液。膜过滤技术的详细原理请参阅第7.4章。乳品行业常用的四种膜类型包括:微滤(MF)、超滤(UF)、纳滤(NF)和反渗透(RO)。图11.7展示了各类膜的孔径及其截留的组分。
从图11.7中可见,微滤与超滤允许乳糖透过进入渗透液,而纳滤与反渗透则将乳糖截留在保留液中。通过组合使用不同膜类型,可实现牛奶组分的分离并按需重新配比。
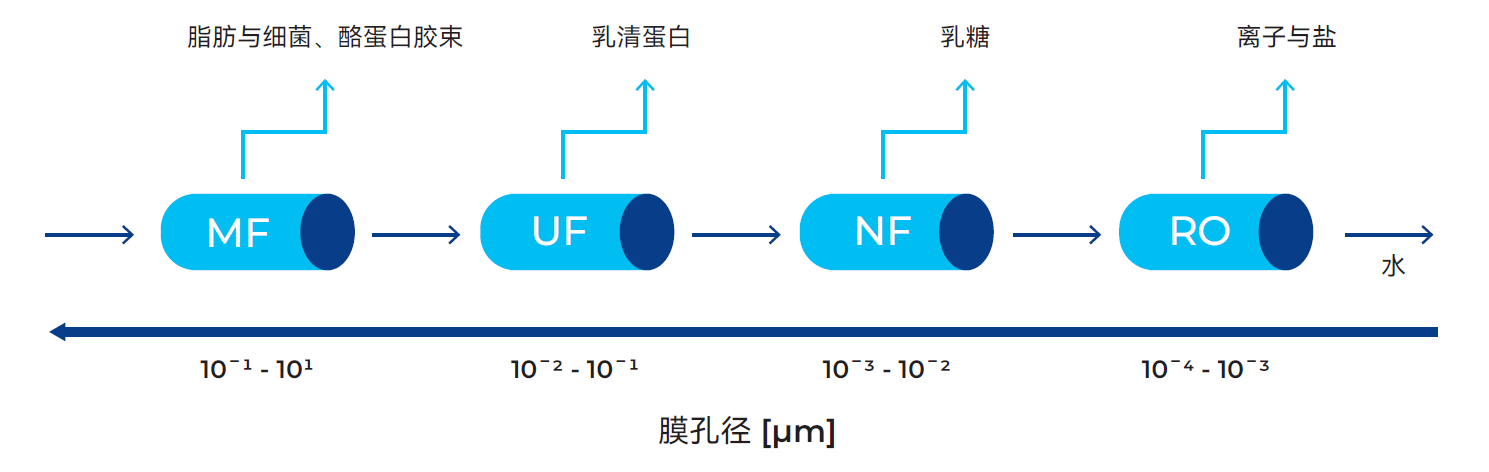
图11.7
微滤(MF)、超滤(UF)、纳滤(NF)及反渗透(RO)膜的孔径及其对牛奶组分的截留范围
应用膜过滤生产零乳糖牛奶的目的,是在不影响其他牛奶组分含量的前提下,降低最终产品的甜度。某些情况下,需对终产品进行配方调整。零乳糖牛奶生产商已开发出多种专利解决方案,能在确保最终产品优良品质的同时,获得与原料奶相近且均衡的成分组成。
图11.8展示了结合膜过滤与酶水解技术生产低乳糖/零乳糖牛奶的示例方案。在该方案中,脱脂奶首先经超滤处理,部分乳糖在此过程中透过膜进入渗透液。随后渗透液进入反渗透膜单元,乳糖被截留于保留液中。主要成分为水的渗透液与含有牛奶蛋白质的超滤保留液混合。随后,各组分于调配罐中重新组合,可通过添加奶油等牛奶组分以达到目标成分。此后产品经过热处理,并在灌装前通过批次添加(使用水解罐)或在线添加方式注入乳糖酶。由于过滤工序已降低产品乳糖含量,水解后生成的葡萄糖与半乳糖总量相应减少,最终使产品甜度与普通牛奶相近。
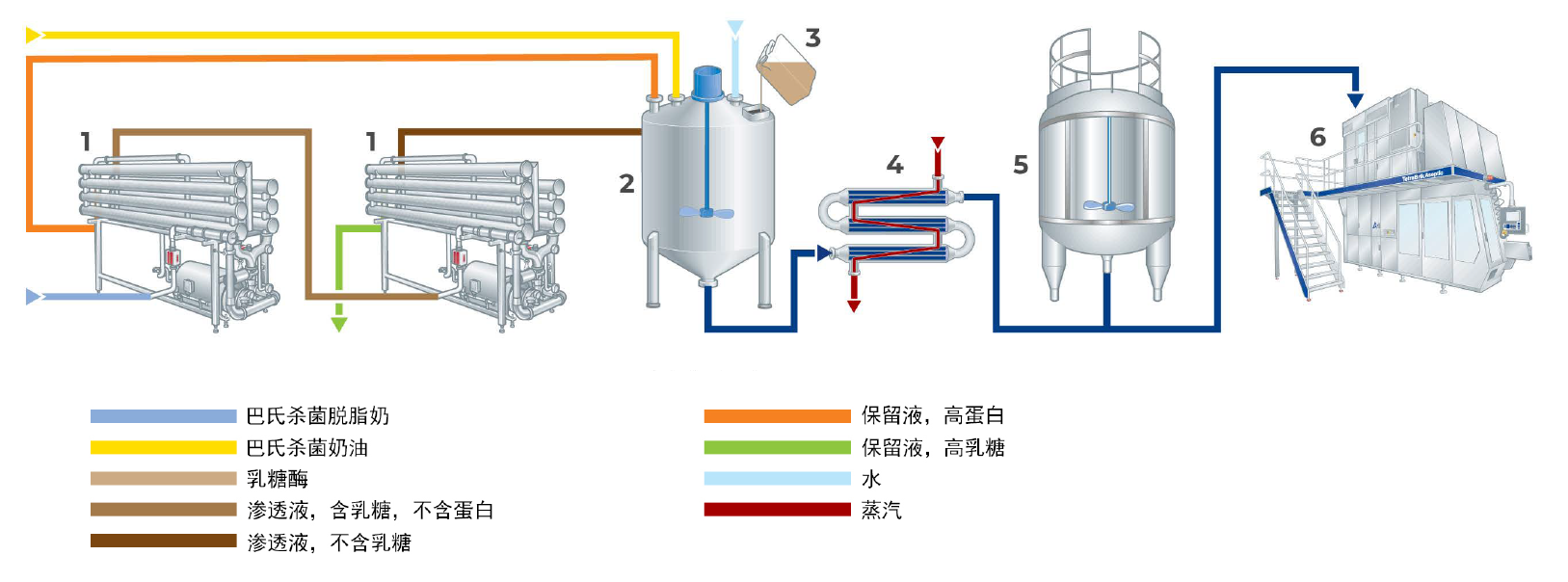
图11.8 采用膜过滤与酶水解技术生产零乳糖/低乳糖牛奶的工艺流程
1. 过滤单元
2. 调配及水解罐
3. 添加乳糖酶
4. 最终热处理
5. 最终缓存
6. 灌装
参考文献:
1. Storhaug, C.L.;Fosse, S.K.;Fadnes, L.T. 《国家、地区及全球成人乳糖吸收不良评估:系统综述与荟萃分析》。《柳叶刀·胃肠病学与肝病学》2017年,第2卷,第738-746页。