混料机
早期乳品加工主要依赖人工和简易工具,混料工序常通过手工或木铲、搅乳器等简单器具完成。随着乳制品需求增长及食品行业的工业化进程,对高效精准混料工艺的需求日益凸显。
在乳品行业中,混料对保证牛奶、酸奶、奶酪、冰淇淋等产品的均匀性与一致性具有关键作用。无论是原料调配、添加剂分散,还是牛奶脂肪均质,精准混料都是达成预期口感、质地与品质的核心要素。现代乳品混料工艺采用搅拌器、混料机等先进设备,在满足严格卫生安全标准的同时保持产品完整性。高效混料不仅能提升品质,还可优化生产效率,确保产出符合消费者预期的稳定产品。
本章将阐述各种相关技术和原理。
混料的定义
混料是乳品加工中一项基本的单元操作,其主要目的是将两种或多种配料相互融合,最终获得质地均一的产品。许多乳制品的生产都包含一道或多道混料工序。混料方式取决于待混物料的特性。这些物料基本上可分为液体、固体与气体三类,由此衍生出以下组合形式:
在乳品应用中,最常见的是液-液混合及固-液混合。虽然在特定场景下存在固-固混合或液-气混合案例,但本章并不涉及这两类情形。
图7.5.1 待混合物相的不同组合
液-液混合
在液-液混合(有时亦称调配)中,通常为达成以下任一目标:
- 实现液体互溶:当两种液体可互混互溶时,可通过混料形成均一液体。
- 形成液相分散:当两种液体互不相溶(即自然状态下不混合)时,混料目的在于形成分散体系或乳液。无论何种情况,最终均需获得满足预期目的的稳定均质产品。
溶液
互溶液体调配被视为最简单的混料任务。通常,不同液流可直接在管道内汇合,并借助紊流实现混合。但若存在黏度和/或密度差异,则可采用静态混合器或动态在线混料机。在许多情况下,也可使用搅拌器在罐体内完成互溶液体的混料。
分散体系与乳液
乳液是由两种液相构成的混合物,其中一相以液滴形式分散于另一相中。食品工业中有两种类型的乳液:水包油型乳液和油包水型乳液。在水包油型乳液中,油相为分散相,水相为连续相。牛奶是天然的水包油型乳液,其脂肪球分布于连续水相(乳清)中。在油包水型乳液(人造黄油、黄油及涂抹酱均属此类)中,水相为分散相,油/脂肪相为连续相。若乳液体系不稳定,油脂会析出并在水相顶部形成一层不良分层。
液滴粒径对乳液稳定性至关重要。液滴粒径通常<10μm,达成此目标需消耗大量能量。在某些应用中,高剪切混料即可满足需求,或可制备用于后续加工的半稳定乳液。但通常需借助均质机才能形成足够微细的液滴。液滴粒径越小,乳液稳定性越高。均质机相关内容详见第7.3章。
固-液混合
固-液混合或许是乳品行业中最常见的混料类型。如今,该行业中使用的多种配料均以粉末形式存在,包括各类奶粉、糖、淀粉、纤维、维生素、蛋白质、乳化剂、稳定剂及风味剂。不同粉末配料因其原料来源及为适应配方与工艺需求进行的改良处理,可能具有截然不同的特性。一些粉末易起泡,另一些则需在特定温度下混料才能溶解,或将其“功能特性”传递给产品。这些功能性可能表现为适宜的口感、维持颗粒稳定悬浮于溶液中的恰当稠度,或是产品具备可冷冻解冻的特性。粉末也可经过改性处理以提升溶解性。
当粉末与液体混合时,将呈现两种状态:
- 分散、溶解并最终形成均匀溶液。
- 分散,但不溶解。而是固体颗粒与液体一起形成悬浮液。
粉末是否会在液体中溶解取决于粉末及液体的类型和性质,还有所添加粉末的量,混合温度、强度及持续时间。
悬浮液
某些颗粒因其固有特性,始终无法在液体中溶解,或至少在特定混料条件(温度、时间、施加的剪切力、粉末浓度)下难以溶解。例如巧克力牛奶中常用的可可颗粒便无法在牛奶中溶解。此类物料的混料目的是确保可可颗粒均匀分布在液体中,且不存在可能在后续热处理中引发产品安全问题的结块。
溶液
复杂的溶解过程和混料的影响可以奶粉为例来说明。奶粉在水中的溶解可分为四个阶段,如图7.5.2所示。第一个阶段是润湿,其中液体渗透粉末颗粒之间及内部,取代空气,使颗粒密度增加,沉入液体中。若润湿不充分,粉末颗粒可能会膨胀结块。
下沉阶段后,粉末分散为单个颗粒。在适宜条件下,单个颗粒最终可溶解为独立的胶体组分。奶粉中的这些独立组分包括酪蛋白胶束、乳清蛋白、乳糖、脂肪及矿物质。溶解后,变化发生于胶体尺度且难以监测。因此,目前尚不明确粉末颗粒溶解为独立胶体颗粒后的具体变化。学界认为,溶解后牛奶蛋白会发生水合并恢复功能特性,这对后续加工至关重要,故此最后阶段常称为“水合”。
混料虽能促进粉末的润湿、分散与溶解,但不会影响胶体尺度的水合作用(或影响甚微)。某些类型的粉末仅通过搅拌即可溶解,其他则需高剪切混料。高剪切混料还能加速固-液混合进程。
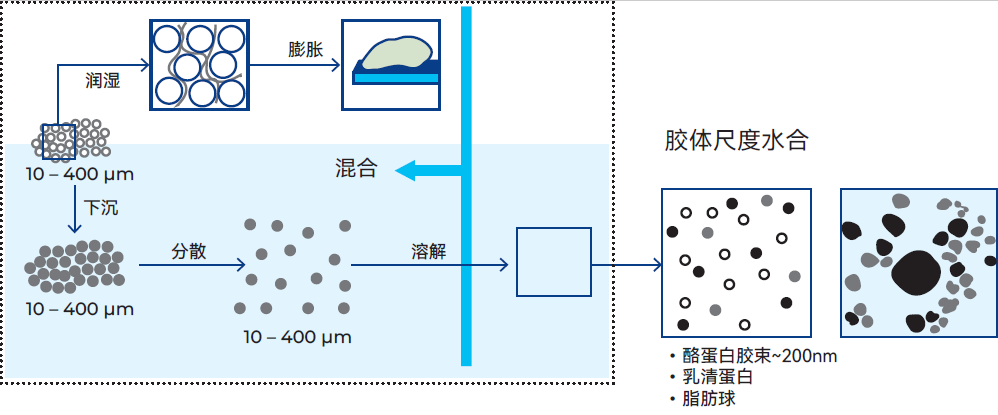
图7.5.2 奶粉在水中的溶解过程
混料强度
不同类型的混料设备可提供不同等级的混料强度,从而达到不同的混料效果。采用高剪切混料机时,能产生强烈的紊流,形成微小的紊流涡旋,这些涡旋会与液滴和颗粒相互作用并施加剪切力。最小紊流涡旋的尺寸与未溶解粉末颗粒的最大尺寸和脂肪液滴的最大尺寸相关。因此,通过估算混料机中最小涡旋的尺寸,即可推算出脂肪液滴和未溶解粉末颗粒的最大尺寸。最小紊流涡旋尺寸(通常称为柯尔莫哥洛夫微尺度η,单位:m)可通过以下公式计算:

Formula 7.5.1
式中ν (单位:m²/s)为流体运动黏度,ε(单位:m²·s-2或J/kg)为紊流动能的平均耗散率。紊流动能的平均耗散率可通过以下公式计算:

Formula 7.5.2
式中P(单位:kg·m2·s-3或W)为输入功率,V为液体体积,ρ为密度。因此,仅需知道运动黏度、混料机的输入功率及其作用的液体质量,即可估算未溶解粉末或脂肪液滴的最大尺寸。对于高剪切混料机,该尺寸通常为1-10μm。不同混料设备的效果对比概览如下图所示。
混料机类型与生产线设置
乳制品生产中有多种混料任务,例如向牛奶中添加糖与奶粉、将水果制品拌入酸奶,或制备稳定剂浆料。混料机选型和混料生产线的设置取决于待混配料类型、产品数量、投资成本、混料强度方面的灵活性以及所需的产品范围。
设置混料生产线的方法有很多种。可采用单台混料机进行批次式生产,亦可采用在线混料机或搭配回流罐的混料系统实现连续式生产。所用混料技术类型会影响混料强度。对于水果块等易碎配料,需采用轻柔混料;而对于某些牛奶蛋白粉等难混配料,则需采用高剪切混料。
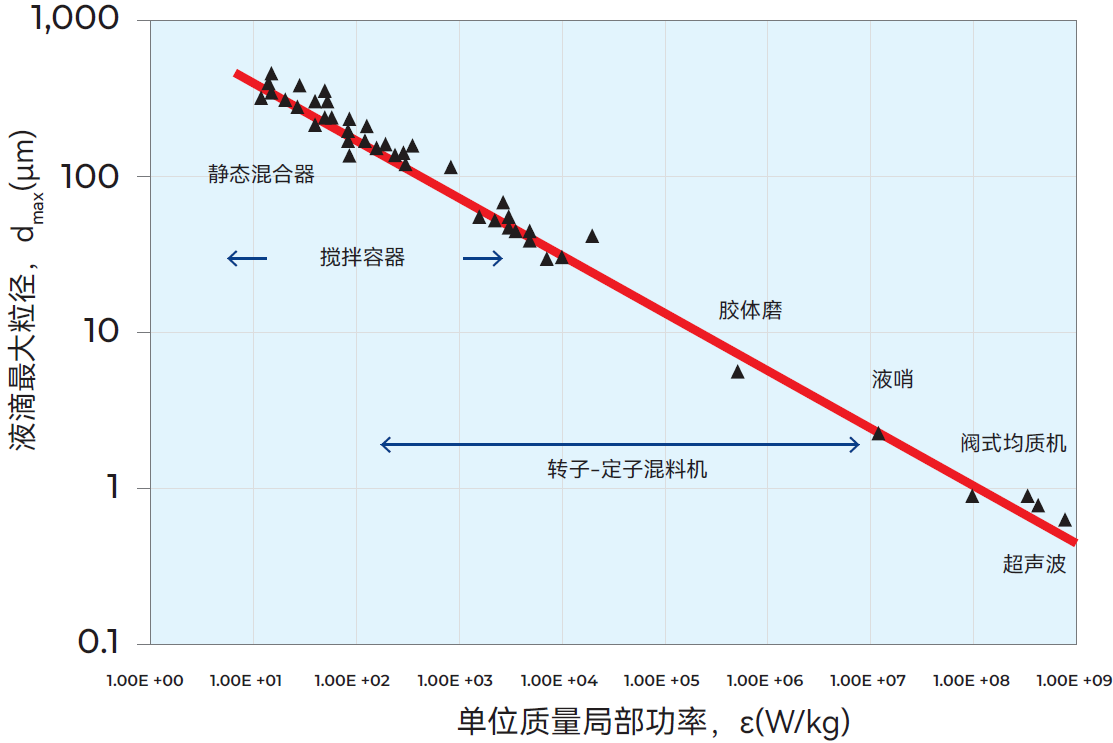
图7.5.3 使用不同类型的处理设备在耗散速率下可达到的液滴最大粒径(μm)
Davies, J.T.(1987年)。均质机与搅拌罐中液滴粒径的物理解释——含高黏度油类的分散过程。Chem. Eng. Sci.,42,1671-1676
批次式混料
批次式混料或许是最传统的混料设置,但在乳品行业中仍经常使用。该模式下,需将预定量的配料投入专用混料罐中,经特定时长混合后,完成混料,清空罐体,将产品送去进一步加工和/或灌装。批次式混料过程可以非常简单:仅需向批次式混料机投料、混合后即可向下游输送;批次式混料单元亦可独立成为一个完整的加工解决方案——在产品被灌装至最终包装之前,混料罐可充当热处理、冷却和贮存单元。
在乳制品生产中,批次式混料通常适用于250-10000kg的小批量生产。由于仅涉及一个罐体和有限的管道数量,该模式下的产品损耗率较低。虽可扩展至更大批量的生产,但随着规模扩大,混料单元与罐体的尺寸需相应增加,进而导致整体投资及总拥有成本同步上涨。
批次式混料的主要优势:
- 可简单而精确地控制产品成分。
- 由于一次处理一个配方,批次完全可追溯。
- 可处理高黏度产品。
- 小批量高效生产模式支持多配方灵活切换
批次式混料的局限性:
- 单批次产量受混料机容量限制。
- 批次式出料要求下游设备同步采用批次式运行模式。
- 相较于其他解决方案,扩大产能时资本性支出与总拥有成本上涨。
通过使用多个批次式混料单元,可采用交错式方式进行批次生产,从而确保向下游设备持续供应产品。基于高黏度与小批量的特性,奶酪凝块、冰淇淋浆料和稳定剂浆料等产品常采用此混料方式。
配备搅拌器的混料罐
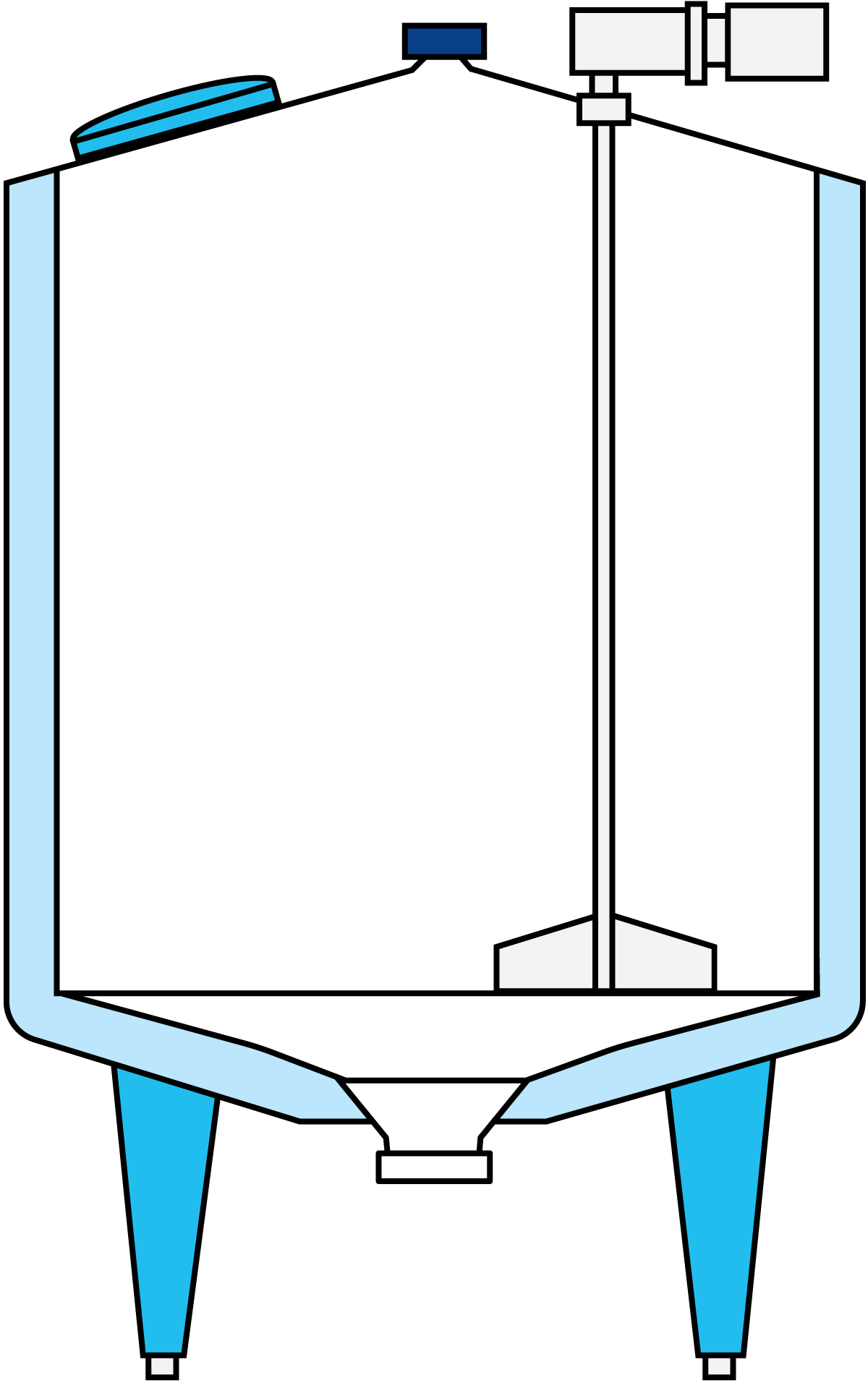
图7.5.4 罐式搅拌器示例
采用带搅拌器的罐体进行批次式混料,是乳品行业中最常见的混料设置。在乳品生产中,罐内搅拌混料主要用于轻柔搅拌产品,以及防止中间贮存期间出现分层。此外,罐式搅拌器也适用于易混配料且无需高剪切的工况。采用搅拌器、桨叶干混机、螺带混合机和叶轮等装置,可在保持产品特定性状的同时实现均匀混料。
为确保高效搅拌,搅拌器的选择非常重要,需根据流量需求和流动方向采用不同的设计。
罐内搅拌混料的优势:
- 设备需求少,混料过程直接在罐内完成,无需独立混料机。
- 相较于高剪切混料耗能较低。
- 低剪切混料适用于对机械处理敏感的产品(如冷藏奶油或酸奶)。
局限性:
- 无法处理添加大量固体的固-液混料。
- 无法处理需要高剪切分散的固体。
- 无法产生稳定的小液滴乳液。
除作为主混料设备外,搅拌罐通常与其他混料机配合使用,亦可作为独立单元运行。
高剪切混料机

图7.5.5 高剪切混料机示例
高剪切混料通过施加强烈机械力破碎颗粒并促进其分散,其驱动机构通常采用转子-定子结构(参见图7.5.6),混料头旋转部分(转子),和静止部分(定子)。转子推动液体穿过定子孔道结构,从而对产品产生高剪切作用。混料头产生的剪切量可通过转子转速与定子设计进行调控。不同的定子设计如图7.5.7所示。
在乳品行业中,高剪切混料用于各种产品的乳化、降低粒径以及均匀分散。高机械力可提高产品稳定性,或助力于实现所需的产品特性(例如质地和口感)。高剪切混料常用于生产含蛋白粉、稳定剂等难混配料的产品。高剪切混料机(例如转子-定子系统)用于产生必要的剪切力。高剪切混料尤其适用于处理蛋白质、稳定剂和其他难分散配料,可确保颗粒均匀分布并增强产品特性。
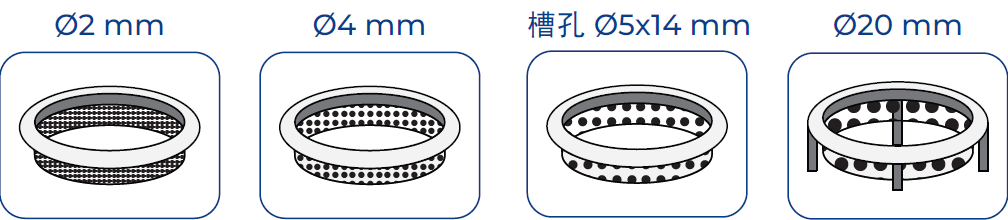
图7.5.7 不同孔径定子设计(用于调控转子-定子式混料 机产生的剪切力与流动特性)
为平衡出料流量和剪切量,定子和转子部分的合理设计非常重要。以下是不同定子设计的示例。
转子-定子式高剪切混料的优势:
- 高剪切力可分散难混粉末并乳化液体。
- 通过调节转子转速与更换定子类型,可精准控制施加到产品的剪切量。
局限性:
- 设备昂贵。
- 能耗明显高于配备搅拌器的普通混料罐。
- 可能会破坏对剪切敏感的原料。

图7.5.6 转子-定子式混料机(一种特定类型的高剪切混料机)设计
真空混料机
在乳制品应用中,大多数配方都富含蛋白质,空气混入与泡沫产生常成为工艺难点——这不仅影响后续工序,更可能危及产品品质。混料过程中,随着粉末的加入,空气可能从多个来源进入。其中,用于辅助粉末输送的空气、粉末颗粒内部包裹的空气,以及因混料设置不当而形成的大型涡流,都会将空气吸入混料单元,进而产生分散的微小气泡。
负压混料(又称为真空混料)可能是产品脱气的一种有效方法。在混料罐内建立高真空环境,可促使气泡膨胀破裂,从产品中去除。甚至可将压力降至沸点以下,促进产品的快速脱气。图7.5.8展示了各类混料机的脱气效果:经处理后,复原乳的最终含气量可与接收罐中的原奶处于同一水平(甚至更低水平)。
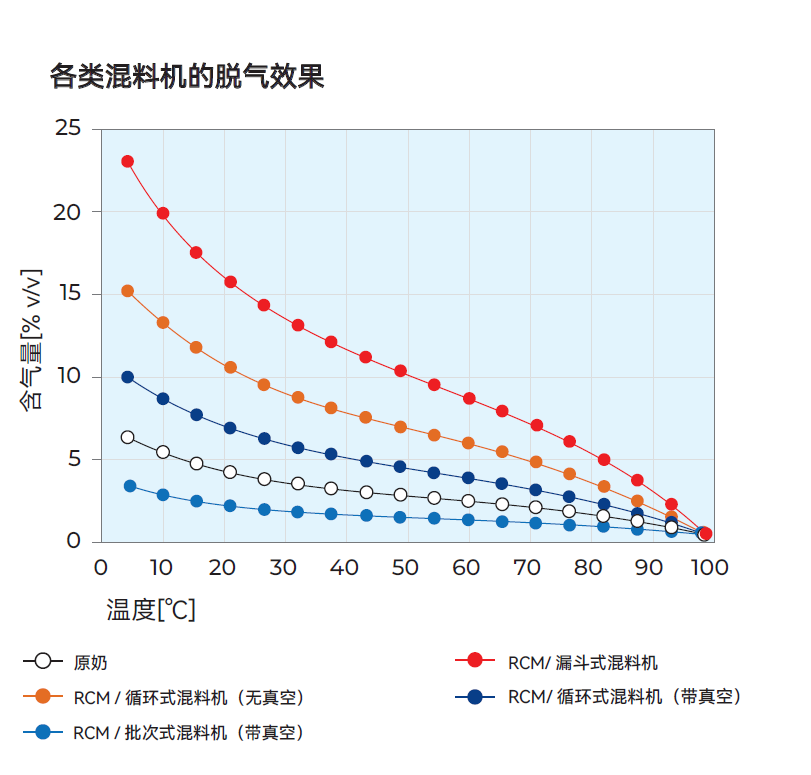
图7.5.8 各类混料机对复原乳与原奶脱气效果的对比
循环式混料
传统批次式混料是将配料在单个容器内混合,而循环式混料则不同,其运作方式是让混合物在混合容器与外部循环罐之间往复循环。配料可通过泵送、人孔投料或真空吸入(若为真空混料机)方式加入混料机。产品在加工过程中至少一次(通常为多次)通过混料机。混料完成后,产品暂存于循环罐,使混料机可立即配合另一循环罐启动下一批次生产。因此,该工艺本质上仍属批次间歇式,但借助多罐轮换可实现混料站的连续出料。这样可以优化生产计划并最大程度地减少设备的停机时间。
在乳品生产中,循环式混料广泛应用于冰淇淋基料油脂乳化、牛奶复原及酸奶制备等工序。其相较于批次式混料的优势在于:可用较小规格的混料单元处理更大容量的产品。
需重点控制进入混料机的流量与混料液位,同时确保足够的泵出功率——因混料机内局部浓度可能远高于最终混合物中的浓度。
图7.5.9展示了循环式混料的生产线设置。大部分液体被添加至指定循环罐(5)后,经转子-定子混料机(2、3、4)循环处理。粉末和/或液体配料(1)直接注入转子-定子混料机(3),经混料头分散后进入循环罐循环体系。
循环式混料的优势:
- 可在同一设备上灵活处理多种配方。
- 设备利用率最大化,降低综合运营成本。
- 可向下游设备持续供料。
局限性:
- 投资成本高于单个批次式混料机。
- 控制与生产规划复杂度更高。
转子-定子系统同样适用于循环式混料,其设置与批次式混料类似。该系统产生的高剪切力可有效分散难溶粉末,甚至可用于乳化液体。
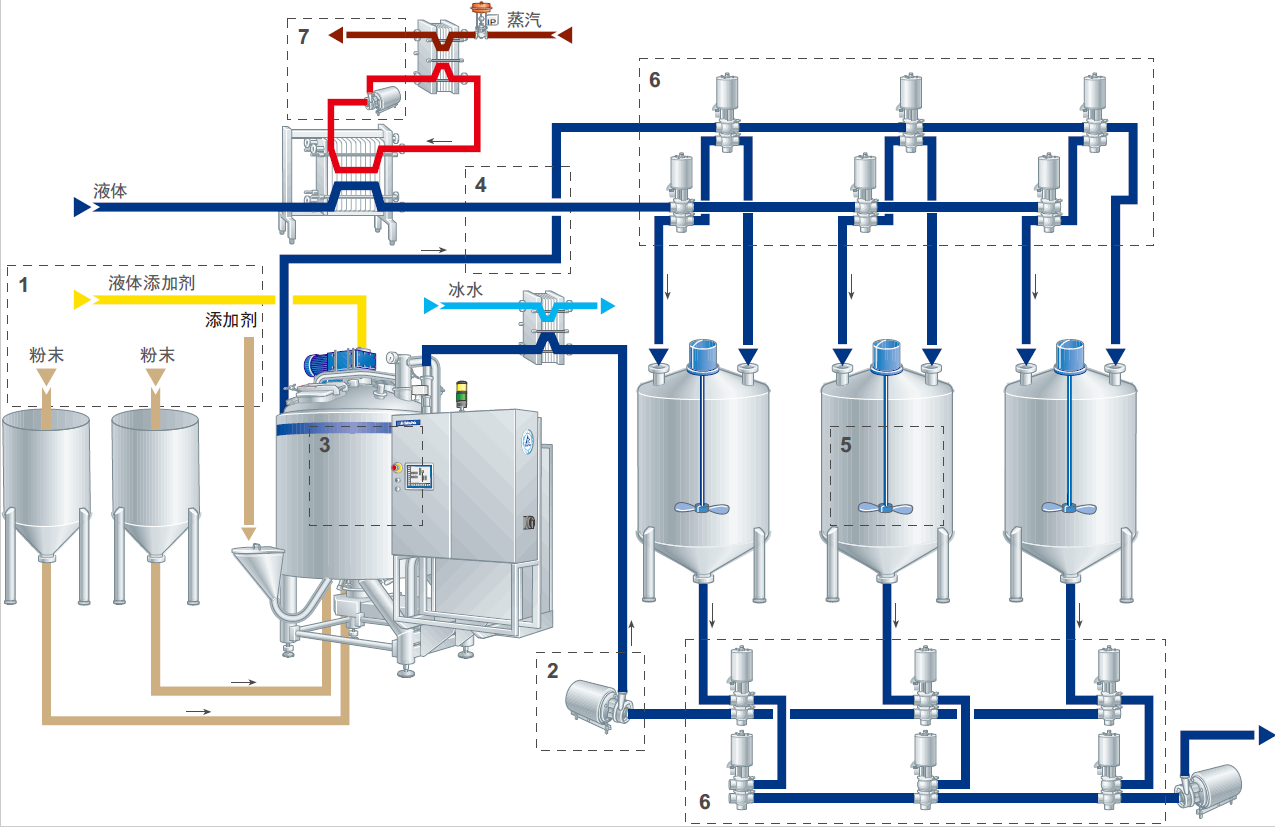
图7.5.9 循环式混料生产线设置(展示与转子-定子混料机连接的混料罐):
- 配料添加
- 混料机入口管线
- 混料机
- 混料罐出口管线
- 循环罐
- 阀组
- 温控板式热交换器
在线混料
在线混料所采用的混料装置本身不配备混料罐或混料容器。相反,混料装置直接置于加工管道中,以简化生产并最大限度地减少停机时间。这一解决方案主要用于两种液流的混合或少量粉末的混料作业。
在线混料装置采用静态混合器或转子-定子装置等各种结构。就初始投资而言,在线混料设备通常比批次式与循环式设备更具成本优势,但因进料速率存在限制,可能影响整体生产效率。在线混料的一种衍生形式是连续混料,其中液体被持续送入混料单元/容器,在流动过程中实时添加液体或粉末状配料。连续混料可实现不间断的生产流程。与循环混料不同,该模式无需额外循环罐。在乳品行业中,连续混料可用于冰淇淋生产中的油脂乳化、调味乳或酸奶的配料混合、乳基酱料或调味料中添加剂的分散等任务。
连续混料装置包括静态混合器或转子-定子混合装置,可实现配料的混合和均质。虽然连续混料的停机时间少于批次式或循环混料,但需投入更多精力来完成混料机的合理配置,这增加了生产复杂性和初始投资成本。因此,连续混料最适合大规模生产配料种类不多且易混合的产品。
典型生产线设置需包含1-2个混料机进料口和1个出料口,且连续生产线需通过流量计等装置精确控制进料比例。
在线/连续混料的优势:
- 停机时间短
- 投资成本低与占地面积小
局限性:
- 系统调试难度大且需维持高吞吐处理量。
- 处理难混配料时产能受限。
- 最适用于液-液混料工况。
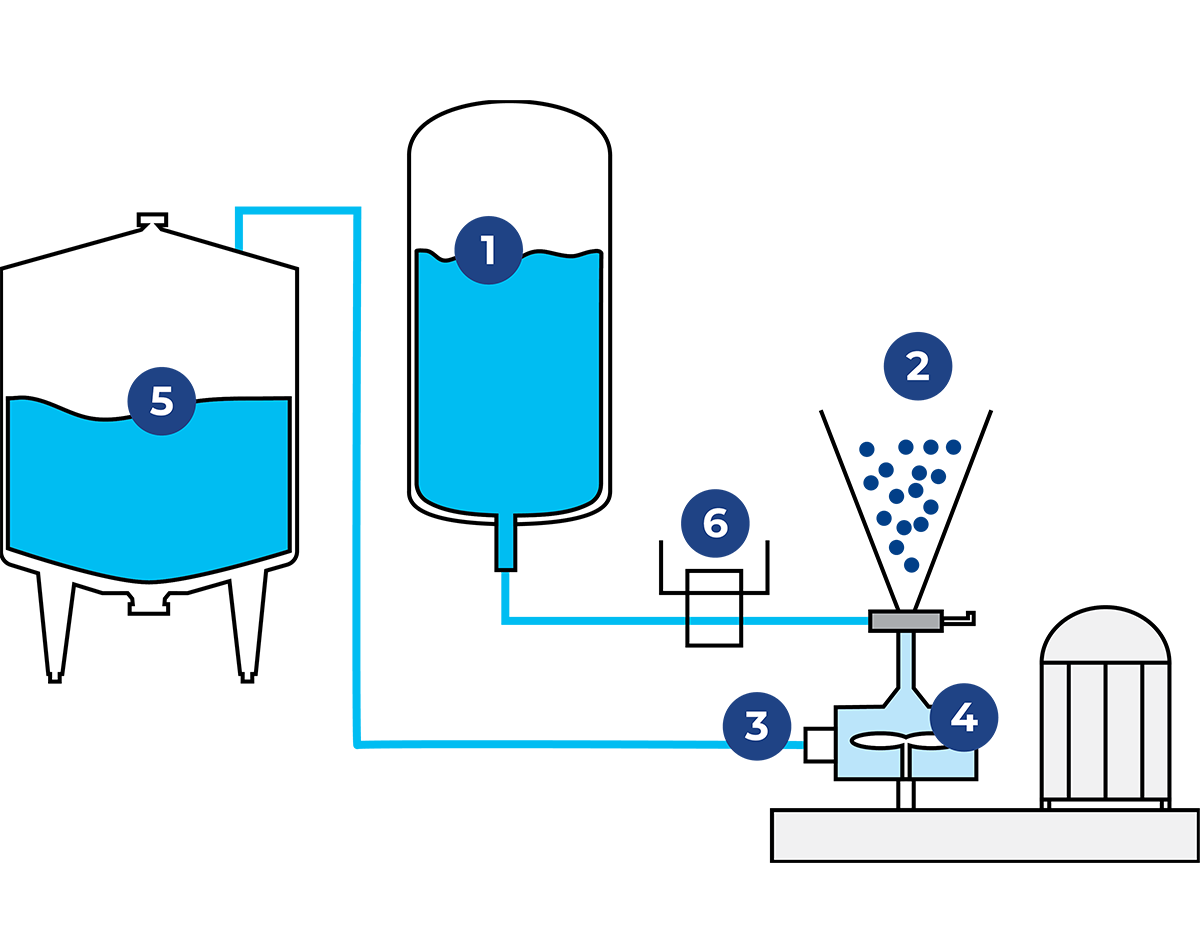
图7.5.10 采用在线转子-定子混料机的连续混料设置:
- 基础液体贮存罐
- 配料入口
- 混料机出口
- 在线混料机
- 接收罐
- 温控板式热交换器
静态混合器
静态在线混合器利用管道内的固定元件来扰乱和分配流量。这有助于在不施加高剪切力的情况下实现混合。静态混合器有各种配置(如螺旋元件或挡板),其中一些适用于均质液体,另一些则适用于含颗粒液体。
静态混合器的优势:
- 投资成本最低
- 维护成本最低
- 施加机械剪切,适用于混合酸奶等剪切敏感产品。
局限性:
- 由于设置基于混料机元件的物理固定配置,因此在同一生产线中处理性质各异的产品时灵活性欠佳。
- 将这些元件集成到管道中会产生额外压降(高黏度产品尤为显著)。
- 其低剪切特性不适用于难混配料。

图7.5.11 静态混合器示例
动态混料机

图7.5.12 动态混料机示例
动态在线混料机本质上是集成于管道中的小型搅拌罐,其搅拌器可根据应用需求进行多种设计,混料机可用于均质和含颗粒液体。
动态混料机的优势:
- 通过调节转速可改变混料效率,为同产线多产品生产提供灵活性。
- 混料过程保持轻柔,适用于机械剪切敏感产品,且不同于静态混合器,动态混料机几乎不产生额外压降。
局限性:
- 动态混料机的投资成本高于静态混合器,且可移动部件增加了维护需求。
在线转子-定子混料机同样属于动态在线混料机范畴。
关键工艺参数
大多数化学物理工艺效率的提升依赖于三大要素:紊流、温度与时间。这一规律适用于乳化、粉末溶解、浓度控制等多种过程。在前述章节中,我们已探讨过紊流(混料强度)的关键作用:它能增强液-固-气多相间的接触,加速混料进程,并确保质地与稠度的均一性。更强的紊流会增大混合物内部的剪切力,进而促进配料的充分分散,同时防止各相发生分离。在后续段落中,我们还将简要阐述温度与时间的影响。
温度
最基础的决策之一包括热混料或冷混料工艺的选择,并确定其在整体工艺流程与设备生产线中的定位。从混料角度而言,热混料因其在混料效率与质量方面的多重优势更受青睐。在某些情况下,热混料可促进混合物中粉末溶解、脱气及油的乳化。但若混料温度对产品品质的影响不大,冷混料可作为降低运营成本的一种选择。
时间
时间决定了紊流与温度对最终产品的影响程度。更长的混料时间有助于配料更充分地融合,进而提升产品的均一性。延长混料时间还能缩小乳液中的脂肪液滴粒径,在固-液混料场景中还可降低结块程度。但混料时间过长也可能导致过度剪切等不良后果,从而改变产品质地与风味。