菌种与发酵剂制备

在酸奶、开菲尔、其他发酵乳制品以及黄油和干酪的生产过程中,会使用细菌培养的菌种作为“发酵剂”。将发酵剂添加到原料中后使其在受控条件下增殖。在后续发酵过程中,细菌代谢产生特定物质,赋予发酵产品特有的酸度(pH值)、风味、香气和质地。当细菌将乳糖发酵为乳酸时,引起pH值下降,这不仅能对产品产生防腐作用,同时还能提升其营养价值和消化率。
乳酸菌
乳酸菌广泛存在于自然界的植物中,但部分菌种在乳源环境中数量尤为庞大。另一些则存在于动物肠道内。该菌群包含杆菌和球菌,二者均可形成不同长度的链状结构,但不会产生芽孢。
乳酸菌为兼性厌氧菌,多数乳酸菌在70℃加热条件下即被灭活,但部分菌种的致死温度可达80℃。乳酸菌偏好以乳糖作为碳源,通过发酵将乳糖转化为乳酸。发酵类型可分为纯发酵和混合发酵:前者的发酵终产物可能仅为乳酸(同型发酵),后者的发酵终产物则会同时产生乙酸、二氧化碳、乙醇等其他物质(异型发酵)。
乳酸菌的发酵能力因菌种而异:多数乳酸菌的产酸量为0.5-1.5%,但部分菌种可达3%。
乳酸菌生长依赖有机氮化合物,它们借助蛋白分解酶降解乳中酪蛋白以获取该类物质。然而,不同菌种的酪蛋白分解能力差异显著。
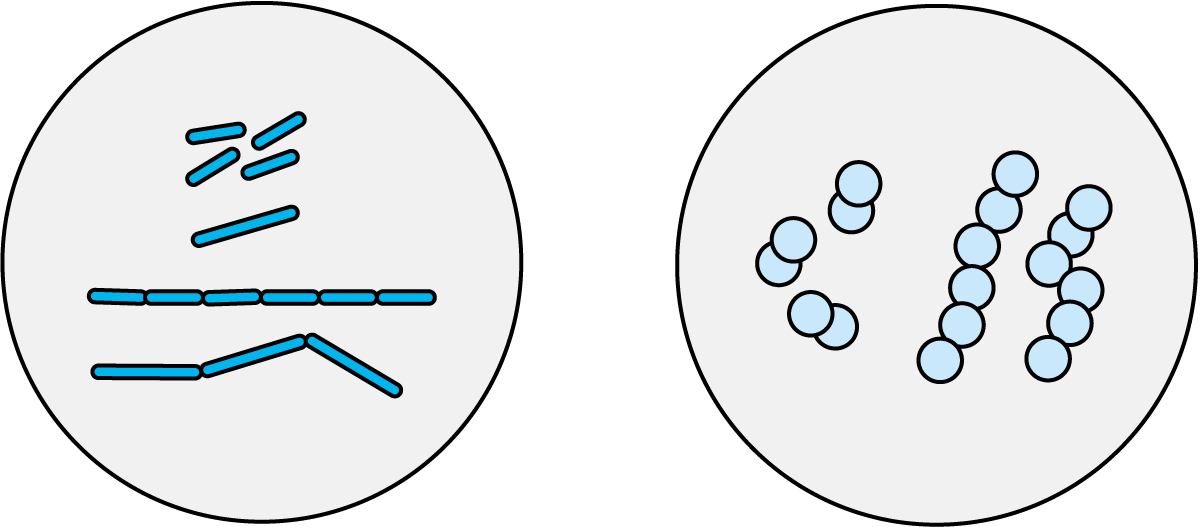
图12.1 酸奶中的细菌
保加利亚乳杆菌(上图)与嗜热链球菌(下图)
发酵乳制品与干酪具有不同的特性,因此在生产时需选用不同的菌种作为发酵剂。可根据菌种偏好的生长温度对发酵剂进行分类:
- 嗜温菌:最适宜生长温度为20-30℃。
- 嗜热菌:最适宜生长温度为40-45℃。发酵剂可分成:
- 单菌株型:仅含一种细菌菌株。
- 复合菌种型:多种菌株混合物,各具特定功能。
复合菌种发酵剂旨在通过不同菌株的共生作用达成预期效果,而非相互竞争。因此,它们在这方面的特性必须互补。细菌特性(如最适生长温度与耐盐性)在菌种的组成中至关重要。表12.1列举了部分重要发酵菌种的关键数据。
乳品厂通常从发酵剂生产商处购买预混合的发酵剂(商用菌种)。这些公司投入大量研发资源,为特定产品(如黄油、干酪及多种发酵乳制品)配制了专用发酵剂。因此,乳品厂可获得具有特定属性的菌种,满足产品在质地、风味和粘度方面的特性需求。乳品厂可购买两种不同形态的商用发酵剂:
- 深冻型:高浓缩速溶发酵剂
- 冻干型:高浓缩粉状发酵剂
高浓缩发酵剂也被称为DVS(直投式发酵剂)或DVI(直投接种式发酵剂),既可直接用于产品接种,也可用于批量发酵剂的制备。
来源:诺维信(Novonesis)
*在酸奶中,除嗜热链球菌和保加利亚乳杆菌外,添加其他菌种的主要目的是为产品增添益生菌特性
乳品厂中的发酵剂
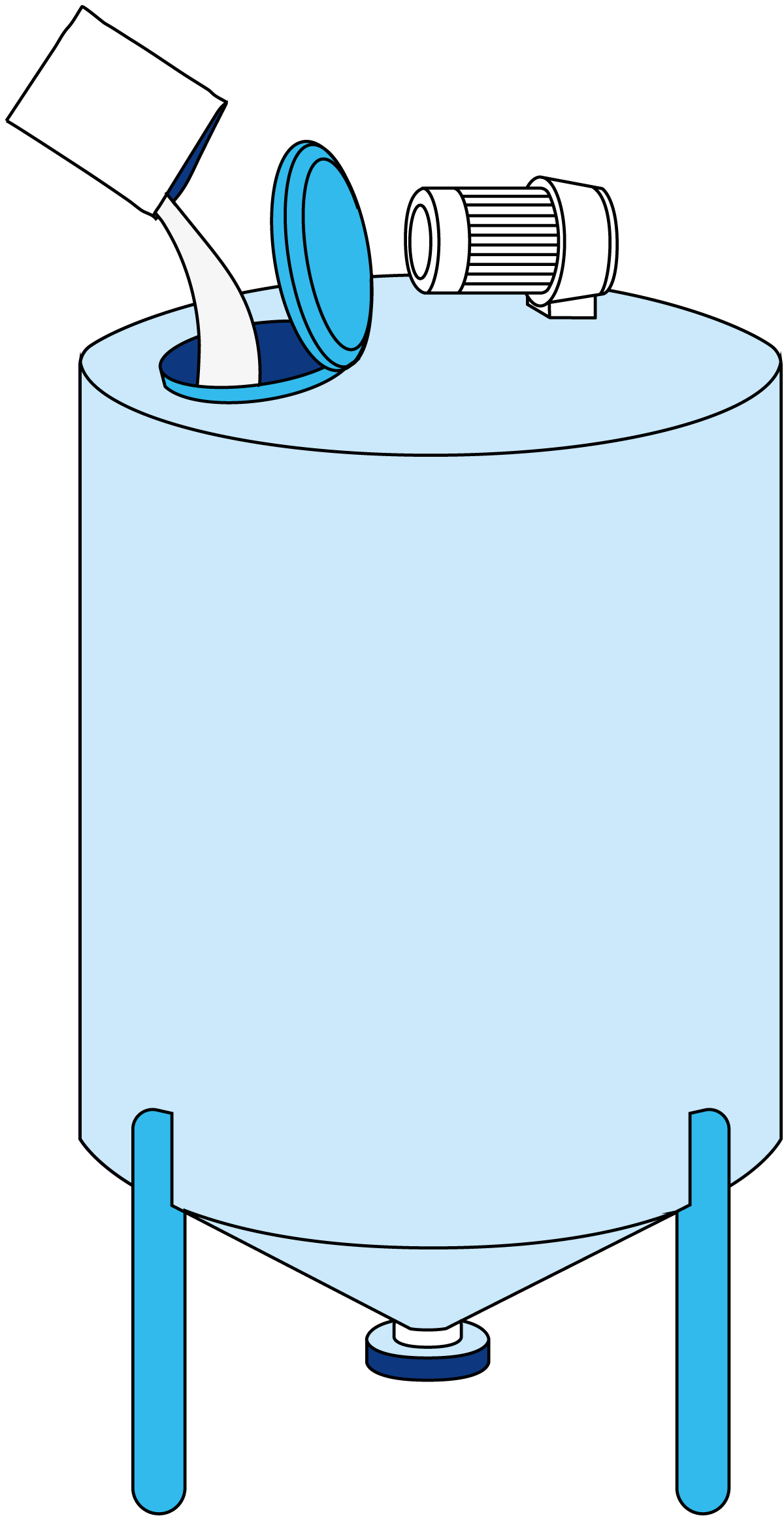
图12.2 由冻干型或冷冻型商用菌种制备的批量发酵剂
早期,乳品厂通常从发酵剂供应商处购买母发酵剂,随后通过水浴箱和批量发酵剂制备罐自行扩培菌种,以获得足量发酵剂满足产量需求。如今,大多数乳品厂都会购买高浓缩发酵剂(DVS/DVI,直投式/直投接种式),无需厂内扩培即可直接投入生产。但部分乳品厂(尤其是干酪生产厂)仍自行扩培菌种作为批量发酵剂,如图12.2所示。
批量发酵剂的生产
发酵剂制备是乳品厂中最重要且难度最高的工艺之一。由于现代乳品厂牛奶加工量巨大,发酵剂制作失败可能导致严重经济损失。
因此必须高度重视制备技术及设备选型。发酵剂生产要求达到极高的卫生标准。必须将酵母菌、霉菌和噬菌体的空气传播污染风险降至最低。仍自行扩培批量发酵剂的乳品厂,应优先在独立工作间内制备发酵剂,房间需配备过滤空气系统,且室内气压略高于标准大气压。还必须精心设计设备的清洗系统,防止清洗剂及其他在线清洗(CIP)残留物接触菌种并造成污染。
工艺中的各个阶段
图12.3展示了批量发酵剂的制备流程。
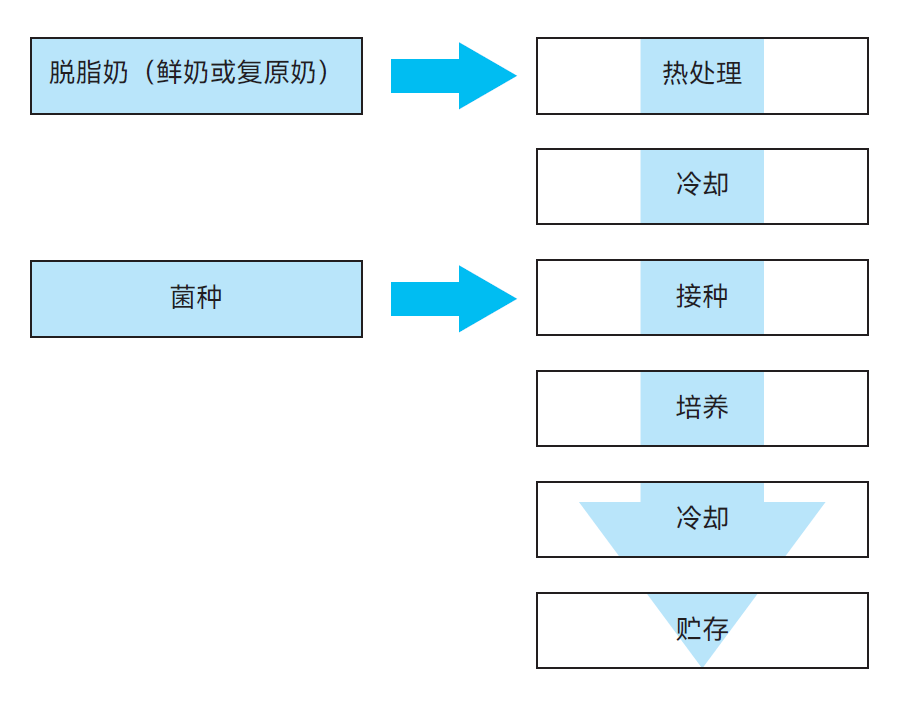
图12.3 发酵剂制备流程框图
发酵剂制备包括以下阶段:
- 培养基热处理
- 冷却至接种温度
- 接种
- 培养
- 成品发酵剂冷却
- 发酵剂贮存
脱脂奶是发酵剂制备最常用的培养基,但也可用优质脱脂奶粉复配的复原脱脂奶,干物质(DM)含量9-12%。
选用新鲜脱脂奶或复原脱脂奶的根本原因是,当菌种的风味发生异常更容易被识别。部分乳品厂也采用指定牧场的鲜奶做培养基。
成分稳定的培养基(如无抗生素复原脱脂奶)比新鲜脱脂奶更可靠。
可通过添加锰离子(Mn² +)等生长因子来改良培养基,例如每升菌种添加0.2mg硫酸锰(MnSO4),以促进肠膜明串珠菌乳脂亚种的生长。噬菌体抑制培养基(PIM)为生产单菌株或复合菌种发酵剂提供了另一种选择。此类培养基含磷酸盐、柠檬酸盐或其他螯合剂,可使钙离子(Ca2+)转化为不可溶形态。由于大多数噬菌体需要钙离子(Ca2+)才能增殖,因此去除培养基中的
钙离子(Ca2+),可保护乳酸菌免受侵染,从而避免发酵剂失活。目前部分市场已供应含噬菌体抑制成份(PIM)的脱脂奶粉,同时也有噬菌体抗性菌种可供选择。
培养基热处理
发酵剂制备的第一步是对培养基进行热处理。将培养基加热至90-95℃并维持该温度30至45分钟。这步热处理改善了培养基的特性:
- 杀灭噬菌体
- 去除抑制性物质
- 蛋白质部分降解
- 排出溶解氧
- 杀灭原始活菌
冷却至接种温度
热处理后,需将培养基冷却至接种温度,该温度根据所用菌种类型的不同而有差异。务必维持商用菌种生产商推荐的温度,或经过实践验证的最适宜温度。
在复合菌种的扩培过程中,即使与适宜培养温度存在微小偏差,也可能导致某一菌株优势生长而其他菌株受到抑制,从而无法获得终产品所需的典型特性。嗜温型菌株的典型接种温度范围是20-30℃,嗜热型菌株是42-45℃。
接种
接种时,需将定量菌种转移至热处理过的培养基中,且温度已调节至合适温度范围。为杜绝培养过程中发生偏差,必须严格保持发酵剂添加量、扩培温度与时间的稳定性。发酵剂用量还会影响产乳酸菌与产香菌的相对比例,因此发酵剂用量的变化会导致产品品质的变化。各生产商必须自行确定最适合其特定生产工艺的最佳实践条件。
培养
接种完成且发酵剂与培养基混合后,细菌立即开始增殖——培养阶段正式开始。培养时间取决于菌种类型、接种剂量等因素,从3小时到20小时不等。必须严格控制温度并杜绝污染物接触培养物。
在培养期间,制备发酵剂的人员要定时检查酸度发展情况,并遵循已验证的最佳操作流程。
发酵乳生产中发酵剂的谨慎处理是非常重要的,因此这一工作必须由技术熟练的人员去完成。
冷却发酵剂
当酸度达到经实践确定的数值时,立即启动冷却,以终止细菌生长,从而使发酵剂活性保持在较高水平。图12.4展示了在20℃下以1%母发酵剂接种的普通产乳酸发酵剂的变化过程。
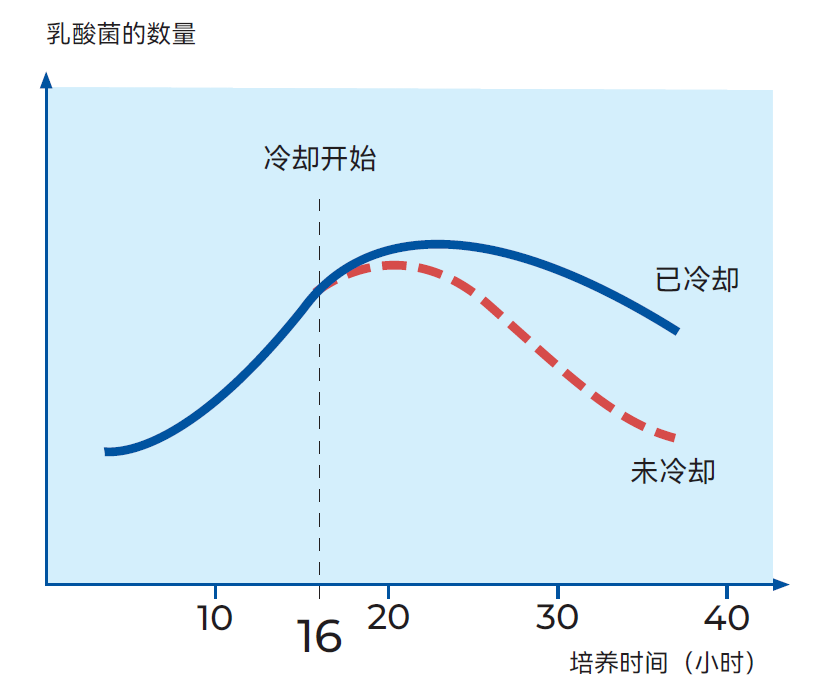
图12.4 培养结束时经冷却和未冷却乳酸菌的生长情况
若发酵剂将在6小时内使用,通常冷却至10-12℃即可;若需长期贮存(超过6小时),建议将发酵剂冷却至5℃左右。
在大规模生产或多班制生产中,以固定间隔(如每4小时)制备发酵剂更为便捷。这种方式能确保随时获取高活性发酵剂,既能更轻松地遵循既定加工计划,也能确保最终产品的质量始终如一。
发酵剂的保存
为探索发酵剂的最佳处理方式以保持其贮存期间的活性,已开展大量研究工作。其中一种方法是冷冻保存:温度越低,菌种活性保存越好。采用液氮冷冻至-160℃并在-45℃以下贮存可实现良好保存效果。
若遵循制造商的建议,现代发酵剂(深冻或冻干型)可保存相当长的时间。
表12.3展示了诺维信(Novonesis)提供的贮存建议。
需注意,深冻型发酵剂比冻干型发酵剂需要更低的贮存温度。此外,深冻型发酵剂通常包装于填充干冰的隔热聚苯乙烯盒中,或通过专用冷冻容器运输。而冻干型发酵剂可在最高约20℃条件下运输长达10天,只要抵达买方场所后在推荐温度下贮存,便不会缩短规定的保质期。
高浓缩发酵剂的直投式接种
深冻或冻干型高浓缩发酵剂应在卫生条件下添加至发酵罐或干酪槽。通常通过人孔直接将发酵剂投入罐中,但开罐操作会增加产品再污染风险。可通过维持罐内无菌空气正压降低该风险,但也有其他替代接种方式可选择。
在线接种
高浓缩发酵剂可在进入培养罐前直接接种于牛奶流中。牛奶管道连接含小型容器的旁路管线,如图12.5所示。容器内预装足够接种一个培养罐的冻干或深冻发酵剂。当操作员决定在向罐内充填牛奶的过程中进行接种时,他将会开启旁路管线阀门,奶流就会将发酵剂带入罐内。
接种完成后,需对旁路管线及容器进行清洗灭菌。然后,容器可重新装填发酵剂,用于下一培养罐的接种。为最大限度降低再感染风险,该小型容器可安置在无菌空气柜中。
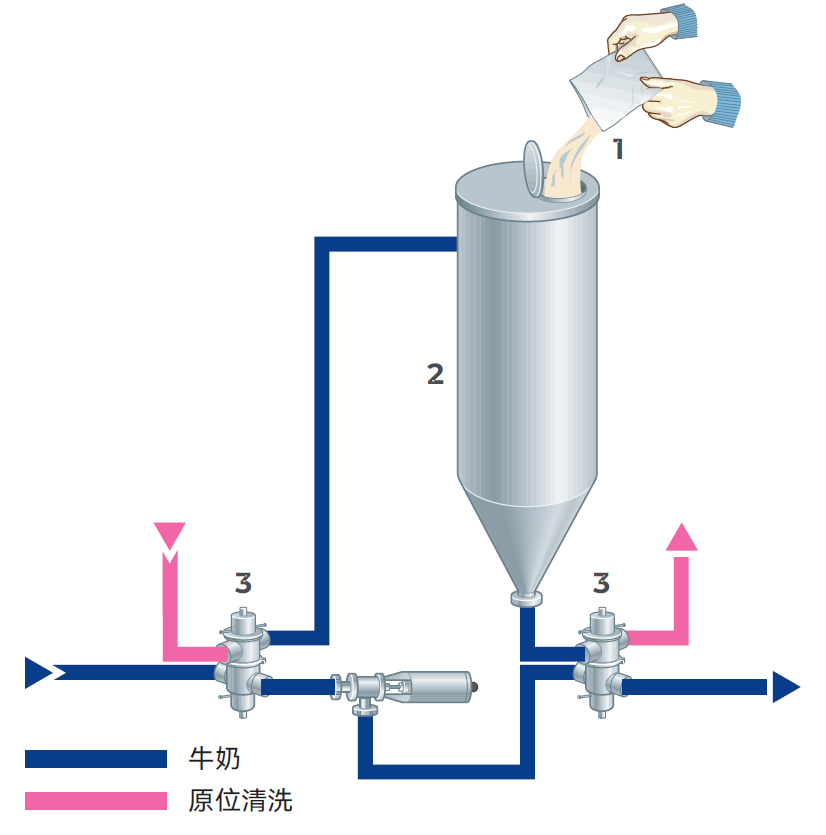
图12.5 在线接种冻干发酵剂
1. 菌种袋
2. 混合容器
3. 防混阀
自动接种系统(AISY)
针对需接种发酵剂储罐数量较多的乳品厂或干酪厂,发酵剂公司诺维信(Novonesis)和利乐联合开发了一种专用自动接种系统AISY。该系统结合了高浓缩发酵剂与自动接种技术的双重优势,如图12.6所示。高浓缩发酵剂转移至缓冲罐,用冷水稀释。经数分钟搅拌后,稀释后的发酵剂可在线添加至牛奶流中,或自动泵送入发酵罐或干酪槽完成接种。