脱气机
牛奶中的空气和气体
牛奶中始终或多或少含有空气与气体。乳房中乳汁的空气含量是由奶牛血液中的空气含量决定。血液中的氧(O2)含量较低,并与血红蛋白结合,而二氧化碳(CO2)含量较高,是因为血液需要从细胞中携带大量二氧化碳,并输送到肺部。乳房内乳汁中的空气总体积约占4.5-6%,其中氧气约占0.1%,氮气约占1%,二氧化碳占3.5-4.9%。
挤奶过程中,牛奶会以多种方式暴露在空气中。大气中的氧气会溶于牛奶,同时牛奶中的二氧化碳会从中逸出。而部分不溶于牛奶的空气,会以细微分散状态存在于牛奶中,并通常附着于脂肪上。
经挤奶并收集在奶桶或冷却罐后,牛奶含气量可达5.5-7.0%(按体积计),平均值为6%(见表7.7.1)。
图7.7.1 乳房内乳汁的含气量为4.5-6%
这三种聚集状态之间的平衡是由温度和大气压决定。例如,在巴氏杀菌过程中,当温度升高时,溶解态的空气会转换为分散态从牛奶中逸出,而这些分散态的空气会给牛奶的加工带来许多问题。
牛奶中的空气以三种形态存在:
- 分散态
- 溶解态
- 化学结合态
后续空气混入
在牧场处理、运输至乳品厂以及乳品厂收奶的过程中,会有更多的空气被混入牛奶中。牛奶中经常会含有10%(体积比)甚至更多的空气。这阶段主要是以细微分散和粗分散为主的分散态空气为主。分散态空气会引起的问题有:
- 牛奶体积计量偏差
- 巴氏杀菌机加热表面结焦(结垢)
- 分离机脱脂效率下降
- 自动在线标准化设备的精度降低
- 稀奶油中含气量过高会引起:
- 在线脂肪标准化不准确
- 稀奶油加热器结垢
- “预搅打”会导致:
- 黄油的生产得率下降
- 游离脂肪在包装顶部聚集黏附
- 降低发酵乳制品的稳定性(乳清析出)。因此需要采取各种脱气手段进行脱气,以避免对加工过程和产品质量造成影响。
收奶过程中的空气分离处理
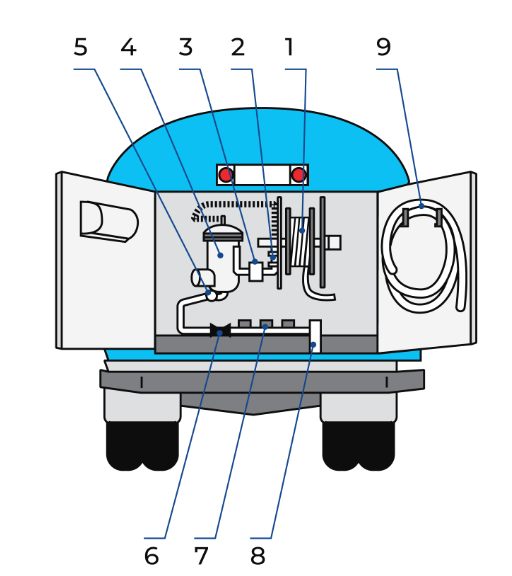
图7.7.2 奶罐车的后部
1. 牧场收奶软管
2. 过滤器
3. 泵
4. 空气分离器
5. 计量装置
6. 止回阀
7. 阀组
8. 奶罐出口
9. 乳品厂牛奶输送软管
当牧场将奶桶或者分散式冷却储奶罐中的牛奶收集到奶罐车时,通常采用容量计进行计量。为了提高计量精度,牛奶应该在计量前通过一个空气分离器去除空气。因此,大多数奶罐车都配备一个空气分离器,牧场的牛奶在通过该装置以后才会被计量并泵送入奶罐车。
图7.7.2展示了Wedholms,S收奶控制系统。收奶设备安装在奶罐车后端的设备仓中。该设备会对牛奶进行过滤、泵送、脱气以及体积计量,然后牛奶才会进入奶罐车的储奶仓中。
收奶管(1)连接至牧场的奶桶和/或冷却罐,牛奶在负压作用下通过过滤器(2),被泵入空气分离器(4)。该正向容积泵(3)具有自吸功能。
当空气分离器内的牛奶液位上升时,内部的浮子随之上升,达到一定液位后,浮子将关闭容器顶部的阀门。容器内的压力升高,止回阀(6)被打开,牛奶流经计量装置(5)计量后,经由阀组(7)分配到奶罐车的不同储奶仓中。奶罐车通过软管(9)由出口(8)排空。
收奶
牛奶通过奶罐车运送到乳品厂时,由于奶罐车在运输途中的颠簸,会导致分散态的空气再次混入牛奶。通常,乳品厂会在牛奶泵入收奶罐的时候进行计量,所以同样,牛奶也应先采用相同类型的空气分离器进行处理,以确保计量的准确(图7.7.3)。
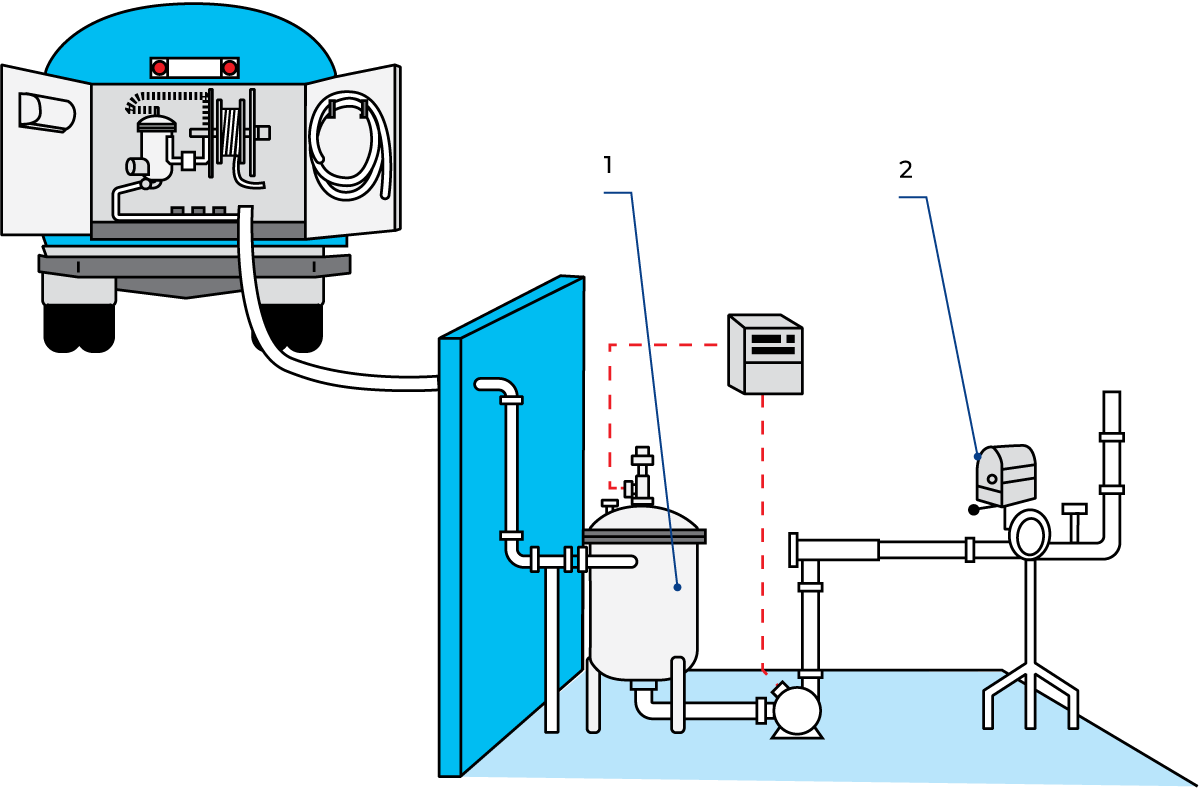
图7.7.3 乳品厂收奶装置,配备空气分离器(1)与体积计量装置(2)
圆柱形空气分离器的入口必须安装在低于奶罐车奶仓出口管的位置,以确保牛奶依靠重力流入空气分离器,而不应被泵入。这个系统可以采用手动或者自动操作。
在这两种情况下,脱气效率均很大程度上取决于空气的分散程度——微细气泡是无法被彻底去除的。
真空处理
真空脱气技术能够有效的去除牛奶中溶解的空气和分散的细微气泡。经过预热的牛奶被送入真空脱气罐中(图7.7.4),脱气罐中的真空度被设置为低于预热温度4-5℃沸点对应的饱和蒸汽压。例如,当64℃的牛奶进入脱气罐,牛奶会瞬间沸腾,温度随即降低4℃,到达60℃。压力下降会脱除溶解状态的空气,连同部分牛奶也会随之沸腾蒸发。
水蒸气经过脱气罐内置的冷凝器时被冷凝,并流回到牛奶中。而蒸发逸出的空气和不凝性气体(一些异味)则通过真空泵被排出脱气罐。
在某些酸奶生产中,因为酸奶用的牛奶通常需要略加浓缩(15-20%),所以当这种应用时,真空脱气罐内会不配置内置冷凝器,蒸汽冷凝器会单独设置。
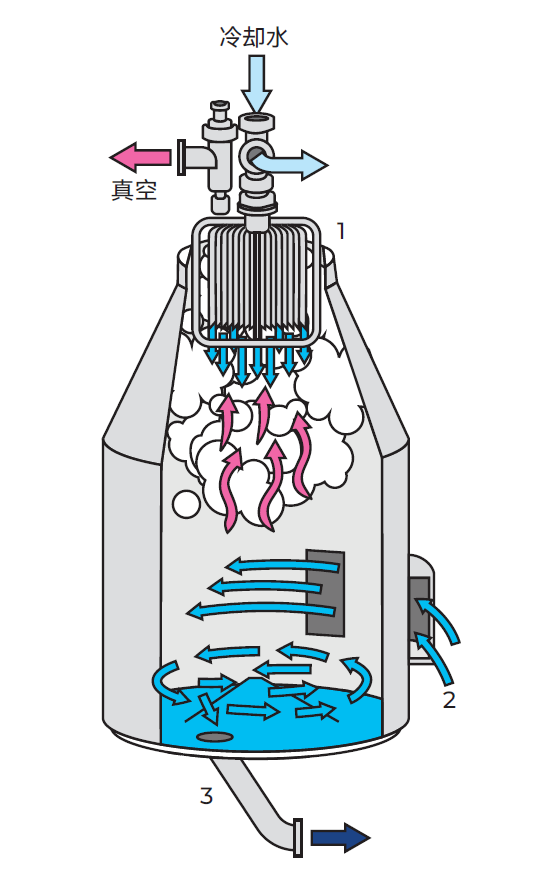
图7.7.4 牛奶和空气在配置内置冷凝器的真空脱气罐中的流动
1. 内置冷凝器
2. 切向牛奶入口
3. 带液位控制系统的牛奶出口

图7.7.5 脱气机
牛奶加工生产线中的脱气工艺
图7.7.6展示了配备脱气机的牛奶巴氏杀菌生产线。全脂牛奶送入巴氏杀菌机并加热至64℃,然后进入脱气罐进行真空脱气处理。为优化脱气效率,牛奶通过狭长入口切向进入真空脱气罐内,在罐内壁分布形成液膜,增大与真空接触面积。入口处牛奶因闪蒸而引起水蒸汽膨胀,同时会加速牛奶沿罐壁向下流动。
出口管同样设置在罐底的切向方向,当牛奶随罐壁向下流动时,流速也随之降低。因此,脱气罐的进出口流量是一致的。这样,脱气后的牛奶温度为60℃,在进入巴氏杀菌机进行最终加热处理之前,还将经过乳脂分离、标准化以及均质处理。
若加工生产线中集成有分离机,则必须在分离机前安装流量控制器,以控制脱气机流量。在此情况下,均质机必须安装一个开放式旁路。若加工生产线中未配置分离机,则需要通过均质机(无开放式旁路)控制脱气机流量。
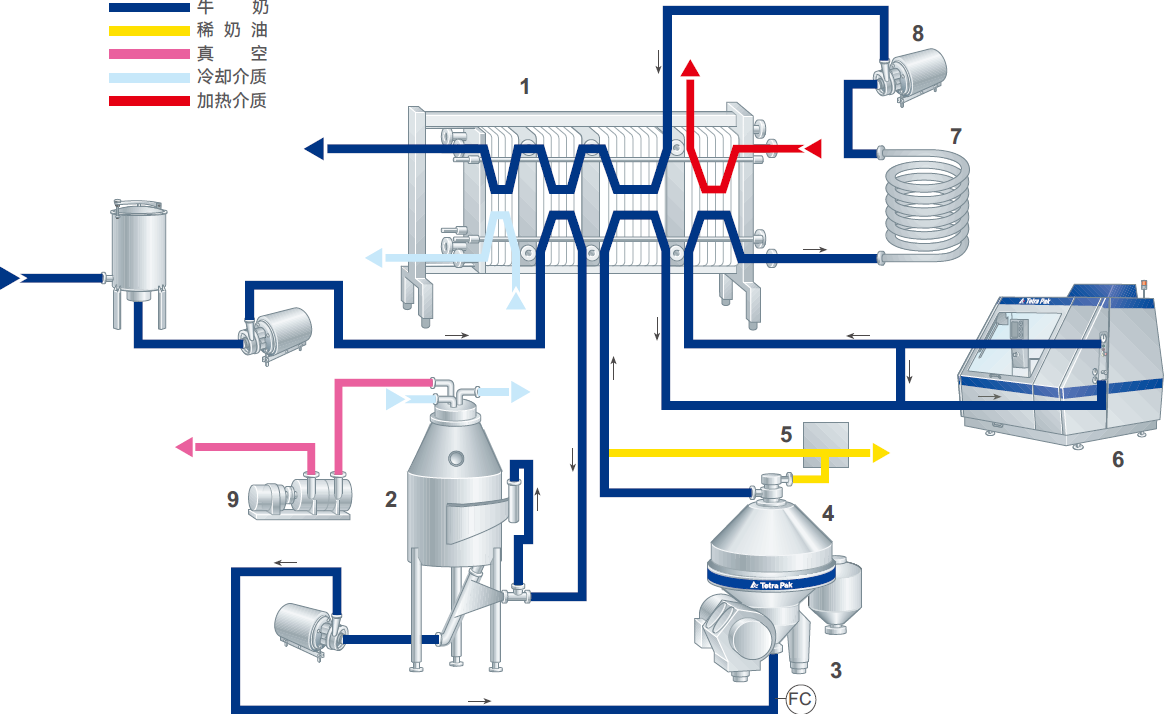
图7.7.6 配备脱气机的牛奶巴氏杀菌加工工艺流程
1. 巴氏杀菌机
2. 脱气机
3. 流量控制器
4. 离心分离机
5. 乳脂标准化单元
6. 均质机
7. 保持管
8. 增压泵
9. 真空泵