乳品加工中的可持续发展理念与实践
引言
可持续发展是当今全球共同关注的重要议题。根据联合国粮农组织(FAO)2018年发布的定义,可持续的食品系统是“一个能够为所有人类提供粮食安全保障和营养保障,且不以放弃为未来人类提供长期保障的经济、社会及环境基础为代价的食品系统”。全球人口预计在2050年达到100亿,食品系统必须适应人口增长需求,在提高产量的同时降低环境影响。
可持续发展不是单纯的环境问题,还应考虑商业的可持续性,需要顾及企业的盈利能力和保持产品质量。在乳品加工中落实可持续理念,必须统筹应对这些多重目标。
图8.4.1 可持续发展支柱
乳品行业在食品系统中扮演着重要角色,不仅为消费者提供营养,还影响着行业从业人员的生计,并肩负推动经济增长的使命。但乳品行业也需要消耗大量土地、水和能源等资源。据联合国粮农组织(FAO)2010年估算,乳品行业产生的温室气体约占全球温室气体排放总量的3%。鉴于乳品行业为社会经济带来的积极影响,必须聚焦创新解决方案和可持续实践,以抵消其负面效应。温室气体排放贯穿乳业全产业链(从牧场到消费者),本章将重点关注在加工阶段的环境影响,内容主要涵盖燃料来源、可降低能耗水耗的解决方案,以及如何减少加工生产过程的废弃物。
乳业全产业链的气候影响
温室气体排放量是衡量一个行业气候影响的重要指标。温室气体吸收热量并滞留于大气中,导致全球平均气温上升(美国环保署, 2024)。
乳品行业相关的温室气体主要包括二氧化碳(CO2)、氧化亚氮(N2O)和甲烷(CH4),产生于原奶生产、运输、加工及包装、产品分销、产品消费及废弃物处理等乳业产业链的各个环节。
牧场的原奶生产环节,由于牛瘤胃活动产生的大量甲烷排放,成为乳业温室气体排放的最主要来源。牲畜粪便及饲料生产同样会产生排放。
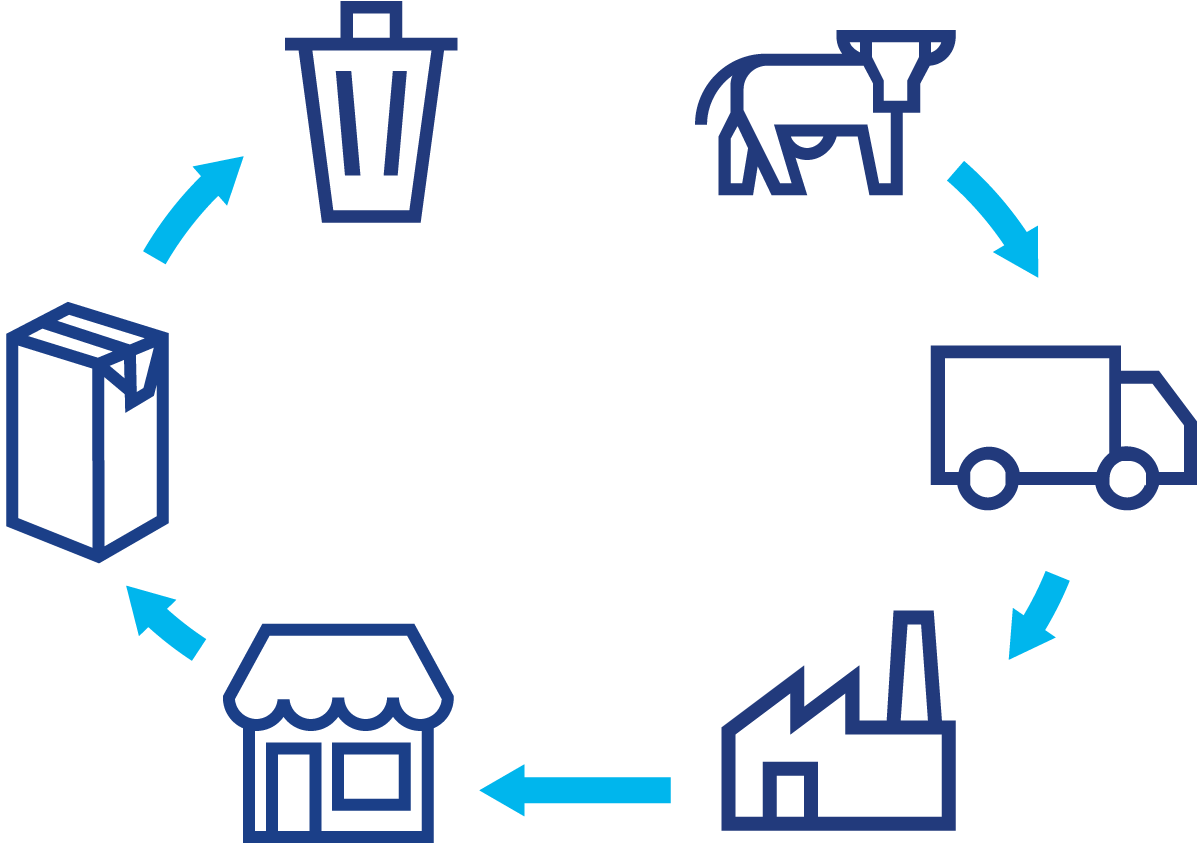
图8.4.2 乳业价值链
乳业价值链中的其他碳排放源还包括:
- 原奶从牧场到加工厂需用长途冷链运输,且需消耗大量化石燃料;
- 乳品加工过程中消耗燃料以获取热能和电能;
- 零售与消费环节(如冷藏能耗及大量食物浪费)也会产生碳排放。
除了减少碳排放,乳业还需着力缓解水资源压力,并大幅减少食物损失与浪费。随着资源获取受限、价格波动、气候影响加剧及消费者意识提升,这些可持续运营重点领域已成为食品加工业的优先议题。后续篇幅将继续探讨碳排放、水资源管理及食物损失与浪费相关的可持续发展挑战。
降低加工过程的碳排放
乳品工厂需要多种类型的能源,包括驱动泵所需的机械能,以及不同工艺环节和设施管理所需的冷能和热能。降低碳排放的首要任务是确保加工厂的设计和运营达到最高效率,其次是确保以最可持续的方式供应所需能源。乳品工厂能耗占比最大的环节是热处理。约80%的能源用于产生蒸汽和热水,其余20%是用于机械工艺步骤(包括泵送)、制冷、通风、照明等的电力消耗(BAT,2019)。这些能源需求可通过不同来源满足。既可从化石燃料(石油、天然气和煤炭)获取,也可来自生物质、地热、风能、水力、氢能、氨能和太阳能等可再生能源。能源的来源直接影响温室气体排放量。在生产线层面,我们可以应用不同技术来回收能量、提升效率并降低能耗。本章后续将深入探讨部分解决方案。
图8.4.3展示了如何将能量源转化为所需能量形式。乳品工厂通常从国家电网采购电力,这些电力既可能来自化石燃料,也可能来自可再生能源。随着各国政府推动“绿色电力”转型,低碳排放的可再生电力在全球许多地区的普及程度正日益提高。
如前所述,热能既可通过电力(使用电锅炉或热泵)产生,也可直接由燃料(通过蒸汽锅炉)产生。如果电力来自可再生能源,更大程度地采用电气化供热将有助于乳品工厂减少碳足迹。
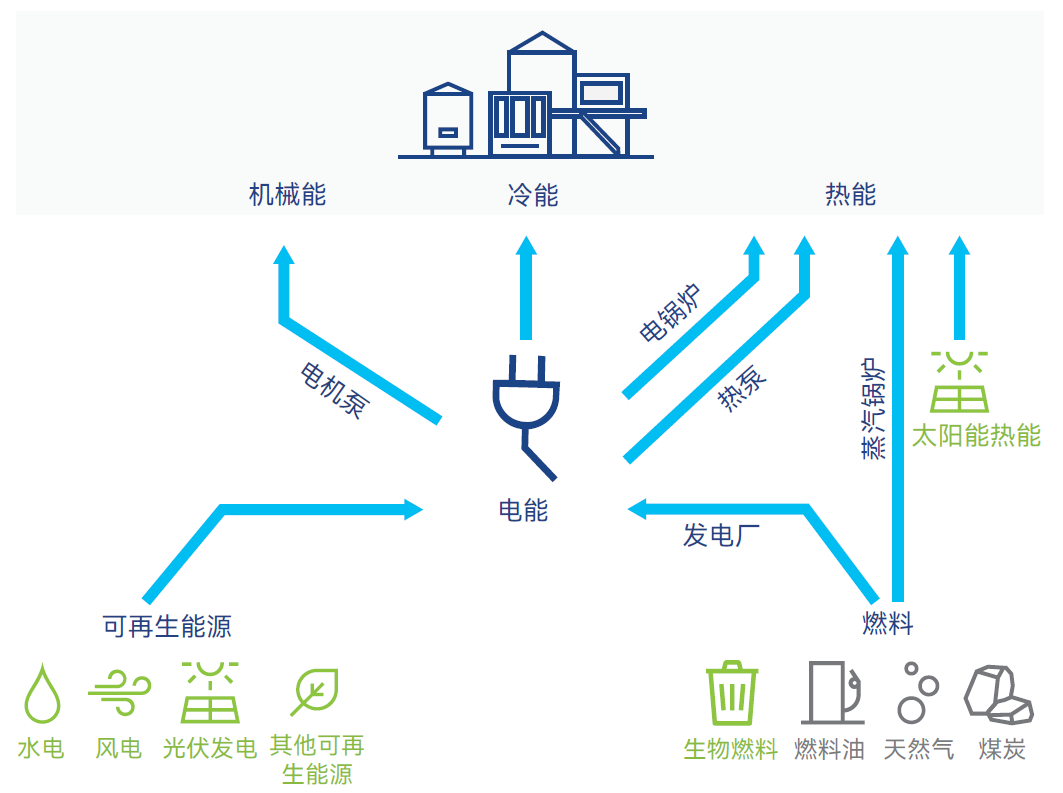
图8.4.3 乳品工厂所需的燃料源与能源类型
世界各地都在不同程度地推进从化石燃料和传统能源向可再生能源的转型。转型过程中,许多企业正在采用混合系统,将可再生能源技术与传统技术相结合,以优化能源利用并确保可靠性。基于化石燃料的技术通常作为备用方案予以保留,以满足峰值电力需求或在负荷高峰期保障供电稳定性。为进一步提升能效并减少碳排放,企业可引入热泵、储能系统,并落实能源管理策略。
降低碳足迹的关键措施包括:
- 生产线能源效率优化
- 采用混合系统(化石燃料锅炉与电锅炉结合使用)
- 供热电气化(使用可再生能源电力时)
- 采用热泵技术
- 采用可再生能源(生物燃料、地热、风电、水电、氢能、氨能和太阳能)
- 采用储能系统
下文将简要综述两种关键技术——太阳能与热泵。该领域已投入大量研发资金,未来有望实现效率提升与成本降低的双重目标。
太阳能
太阳能既可用于提供热能,也可用于发电(通过光伏电池)。在乳品工厂中,可利用厂级太阳能发电来满足多种能源需求。但目前太阳能电池板的光电转换效率仍较低,仅有15%-20%的能量可转化为电能(Kumar,2019)。
图8.4.5 太阳热能可直接集成至加工流程或供应管线。
鉴于乳品加工的主要能耗集中于热能需求,太阳能光热技术或可成为减少二氧化碳排放的更有效途径。如图8.4.5所示,该技术捕获热能的效率最高可达76%(Stojceska,2019),可直接为不同加工单元或工厂公用能源系统供应不同温度的热水。另一种方案是采用混合系统以实现更高能效,该模式仍在探索中(Kumar,2019)。
图8.4.4 太阳能光热设备与太阳能光伏板
热泵——热能回收利用
热泵在工业界广受关注,它具备以下优势:可利用并升级多种热源、以可再生电力替代化石燃料、节约能源。将由可再生电力驱动的热泵集成至供热系统时,其碳足迹远低于仅使用天然气或燃油锅炉。
图8.4.6锅炉-制冷机组系统与热泵系统的对比。锅炉通常使用化石燃料,仅提供热能,故需额外配备制冷机组提供冷却功能。热泵即可供热,也可制冷,有希望降低对传统制冷机组系统的需求。
热泵能将低温热源(如废热、环境空气或冷却系统)的能量升至更高温度(如热水或蒸汽)。该过程通过蒸汽压缩循环实现——热泵所需能耗仅为其向系统输送总热量的很小一部分。通过利用原本会耗散至环境中的热量,热泵可显著降低整体能耗。
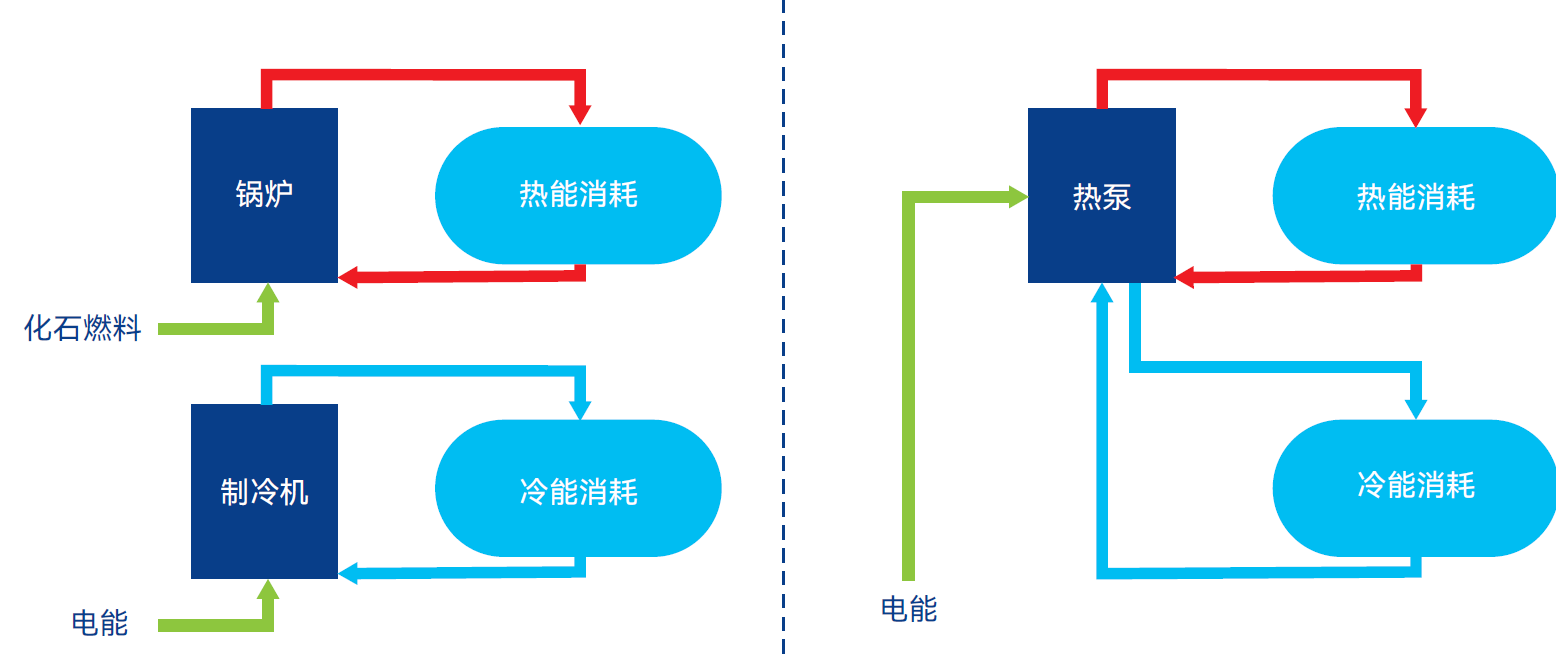
图8.4.6 满足冷热需求的锅炉-制冷机组系统(左)与热泵系统(右)
热泵类型与应用
热泵可集成于整体供热系统、特定生产线或独立加工单元,为乳品工厂的以下应用环节提供热能:
- 预杀菌
- 巴氏杀菌
- 灭菌
- 干燥
- 冷热公共能源
热泵具有多种类型,但在乳品加工领域,最常用的是基于蒸汽压缩循环并采用活塞或螺杆压缩技术的机型。这类热泵可同时提供加热与制冷功能,最高温度可达95℃。
热泵技术的最新进展包括采用逆向斯特林(Stirling)发动机及类似方法,为超高温灭菌牛奶工艺提供蒸汽。这些技术可生成高达10巴蒸汽压或200℃的高压热水。随着此类技术的快速发展,未来短期内或将出现更多类型、更高效的解决方案,能够提供更高的温度。
负责任的水资源管理
水是乳品生产中的关键要素。在全球许多地区,水资源十分稀缺,很多地方的水供应稳定性正日益下降。这给食品生产企业带来巨大压力,必须更加关注生产用水,并尽可能实现水资源再利用。
乳品工厂每加工1立方米牛奶需消耗1至10立方米水,具体用水量因产品类型和工艺要求不同而差异显著(欧洲防务局, 2018)。因此,必须重点考虑能够最大限度减少加工过程中淡水消耗的解决方案、更高效的清洗系统,以及水资源回用技术——本章后续内容将对此展开详细探讨。
加工用水的质量同样关键,更多细节可参阅第8.3章《生产辅助系统》。此外,还需密切关注工厂排水,包括废水的质量。加工后的废水含有清洗液中的化学物质以及产品损耗产生的有机负荷,这些都会增加废水的负荷。完善的废水管理对于避免地下水污染和保护生态系统至关重要。过滤技术和高效清洗系统将有助于减轻这些环境影响。
减少食物损失与浪费
食物损失与浪费是指本应用于人类消费的食品未被食用(联合国粮农组织,2015)。食品浪费发生在零售和消费环节,而食物损失则涉及生产和供应链过程中的损耗。
2014年,联合国粮农组织(FAO)估算,约三分之一为人类消费生产的食品遭到损失或浪费。这些被丢弃在垃圾填埋场的食物,会在降解过程中增加全球温室气体排放。
食物损失与浪费可能出现在乳品供应链的各个环节:消费端、加工过程、包装、分销、零售以及牧场层面。因此,需要推动加工环节的创新来减少食物损失,并制定有效策略帮助消费者减少浪费。
减少食物损失和浪费的加工解决方案
本章后续将探讨若干减少加工过程中产品损失的解决方案,包括优化生产线配置、采用连续生产以及实施回收技术等来最大限度地降低损失。此外,积极探索副产品再利用的创新方案也非常重要。乳清(奶酪生产的副产品)的利用便是一个成功范例。其他在包装方面的进一步解决方案还包括从加工设施的废弃包装中回收产品。
在消费端,可通过多种途径减少食物浪费,包括采用恰当的包装,以减少产品在分销过程中及货架陈列期间的变质损耗。常温奶制品具备保质期长、无需冷链分销的优势。此外,容量适当的个人饮用包装、清晰的标签标识以及更精准的货架期说明,均有助于消费者减少浪费。
可持续加工技术
如前一节所述,使用可再生能源可显著降低乳品加工的环境影响。这类技术通常在工厂整体层面应用,因此能产生显著的全局性效益。此外,还有多种优化加工工艺的方法,能够有效降低环境影响。这些改进措施可分阶段实施,可行性较高。具体措施包括:升级优化现有生产线的运营、实施计划性维保、更换老旧设备,以及通过安装应用最新技术与工艺的生产线来实现更大范围的改变。
减少加工过程环境足迹的措施如下:
优化生产控制
- 实施自动化和监控措施可节省原材料与公共设施的消耗。有关数字技术对提升运营效率的重要性,请详见第8.2章《自动化与数字化》。
- 生产时间排程(PTS)能优化加工设施利用率,确保实现既定生产目标。该方法的具体实施涵盖以下环节:规划原材料需求量、设定生产目标与加工需求,将任务分配至专用加工单元或生产线,精确调度各工艺步骤的时序与持续时间,同时将清洗及产线准备(含消毒/灭菌)需求纳入整体排程。
妥善维护现有设备
- 此举有助于提高单元/生产线绩效,最大限度减少产品浪费与公共设施的消耗。此外,实施监控可预测潜在故障,防患于未然,从而降低成本与时间损耗。
更换低效老旧设备/重新设计加工生产线
- 采用能源与水回收、速度控制器等解决方案对设备进行升级。
若原有运营状况已不适用,需考虑对生产线进行整体重新设计与搭建。
鉴于技术发展的迅猛步伐,积极采用自动化技术及相关工具至关重要,这些工具可用于监控工艺状况与公共设施的消耗、分析数据并优化生产排程。采用先进技术既能持续保持市场竞争力,又能实现降本、增效与减排。有关自动化工具与性能分析的更多信息,请参阅第8.2章。
乳制品加工涉及多单元操作,工艺因产品类型而异。本节将重点关注超高温灭菌生产线。
乳品生产过程的每个阶段均具有不同的能源需求。一般来说,牛奶的超高温灭菌过程通常比巴氏杀菌需要更多的加热能耗,但超高温灭菌奶可以常温储存,其储存过程的能耗低于需冷藏保鲜的巴氏杀菌奶。
图8.4.7展示了超高温灭菌奶加工单元或产线设计选择的示例,这些选择对乳品工厂的环境绩效也具有显著影响。

图8.4.7 传统超高温灭菌生产线示例
以连续生产替代批次式生产
批次式生产是指产品以独立且不连续的批次进行生产。须待前一个批次完成整个加工流程或某个工段后,下一个批次才能开始。乳品加工中批次生产的典型范例是:在罐体中通过添加预先计算好量的脱脂奶和奶油,搅拌使其均匀分布,以实现牛奶脂肪含量的标准化。其脂肪含量的准确性取决于对标准化后牛奶的取样检测,并在取样结果偏离目标时进行调整。
连续加工则是一个持续不断的生产流程,物料被连续投入,产品不间断地产出。连续加工技术的示例包括连续巴氏杀菌或超高温灭菌、在线标准化以及在线混配——这些技术利用在线测量与算法控制,能以极高的精度实现目标成分配比。
采用连续加工可减少储罐数量,因无需清洗储罐,能大幅减少能源与水耗等公共资源消耗。此外,在线生产系统凭借精确的机械精度与高效的回收功能,减少了产品损失,进而提高了产品得率。
热回收式热交换器
热回收技术通过提升能效和减少水耗带来环境效益。在巴氏杀菌过程中,可实现极高比例(>90%)的产品对产品热回收:进料牛奶由离开杀菌段的热乳进行预热,反之也同时对热乳进行冷却。对于超高温灭菌等需更高温度的工艺,可实现部分产品对产品回收换热至特定温度(如75℃或125℃),继而利用加热介质(蒸汽或热水)升温至最终目标温度。
加热介质(热水/蒸汽)的回收也能带来类似效益。直接与间接加热方式的选择会影响这一回收过程。从环境角度而言,间接加热法更优,因其允许从加热介质中回收热量,原理类似产品对产品热回收。介质向产品传热后自身温度下降,这使得该介质可后续用于产品热处理后的冷却。
相比之下,直接加热系统使用蒸汽作为介质,蒸汽在热处理后发生冷凝。虽无法用于热回收,但优化的设计应包括将冷凝水返回锅炉回用,有助于降低水耗。另一方法是为热交换器增加保温层,以尽量减少热损失并提高效率。有关保温及直接/间接加热方式的更多信息,请参阅第7.1章《热交换器》。
超高温灭菌奶的直接与间接加热对比
就热消耗而言,相比直接式系统,间接式超高温灭菌设备可节省高达50%的能源。这一差异源于间接加热更易于实现热量回收,而直接处理方式因使用蒸汽会耗散大量能量。
就电能消耗而言,两种方式的差异并不显著。超高温灭菌生产线中最大的电能消耗设备是均质机,耗电占比超过40%。
加工方式的选择取决于具体应用和客户需求。更多详细信息请参阅第10章《长保质期乳制品》。两种加工方案均可在可持续发展层面进行优化,后文将进一步探讨。
省略巴氏杀菌步骤的超高温灭菌生产线优化方案
在传统乳品工厂,所有进厂原奶均需经过巴氏杀菌处理。经巴氏杀菌的牛奶可包装为冷藏鲜奶销售,也可进一步加工成超高温灭菌奶、酸奶或其他乳制品。然而,我们也可以省去初始巴氏杀菌步骤及最终热处理前的中间储奶环节,直接生产上述产品。此生产理念如图8.4.8所示,适用于超高温灭菌奶的生产。该方案采用从原奶到终产品的连续一体化加工流程,依次经过预热、分离、标准化、均质化、超高温热处理,最终进入超高温灭菌奶的无菌储存阶段。

图8.4.8 传统超高温灭菌奶生产线(上图)与省略巴氏杀菌的超高温灭菌奶生产线(下图)对比
该方案的优势在于减少储罐数量并降低公共设施的消耗,不仅能节约电力、蒸汽、水、清洗剂并减少产品损失,还可缩小厂房面积,从而带来环境效益。
与传统超高温灭菌生产线相比,省略巴氏杀菌步骤可带来以下效益:
- 耗电量最多可减少38%。
- 蒸汽消耗量最多可减少45%。
- 淡水用量最多可减少60%。
- 产品损失率最高降低33%。
回收节水解决方案
工厂内多个环节都存在潜在可回收的水流。主要包括白水回收和冷凝水回收。除水和产品外,还可回收清洗液,从而进一步减轻废水负荷。
为满足这些需求,可采用膜过滤技术高效回收水和产品。第7.4章对膜过滤技术做了详细阐述。
水回收的关键效益包括:
- 减少产品损耗
- 降低取水需求
- 减轻废水排放负荷
- 降低运营成本
- 减少环境足迹
白水回收
奶冲洗水来源于奶槽车和收奶仓中的原料奶,也来自巴氏杀菌机、管道、储奶罐、灌装设备及过滤系统中残留的巴氏杀菌奶。此类水体应尽可能新鲜,且不含添加剂或异物。初始馏分为牛奶与水的混合物。此混合液约1/3为牛奶,2/3为水,无法直接使用。但通过反渗透(RO)技术,可实现产品与水的分离,从而同时回收两种组分。
回收的乳固体可根据当地法规用于制作冰淇淋、奶酪、酸奶或其他发酵产品。而透过RO膜的回收水(即渗透液)可根据其水质等级用于不同用途。最高品质的回收水可用作工艺用水、锅炉水、冲洗水等。
冷凝水回收
冷凝水指牛奶或乳清在蒸发器、干燥系统中凝结的水分,或牛奶直接热处理后产生的蒸汽冷凝水。
因蒸发过程中存在飞溅,此水体含少量产品残留,故需经RO过滤装置去除乳品残留后方可再使用。冷凝水通常温度较高,意味着其蕴含的能量也可被回收。通过RO过滤装置处理,可再次使用这部分高品质水。其具体用途需根据清洁度等级决定。
冷凝水回收的关键效益包括:
- 高品质水的回收与再利用
- 节约能量
清洗液回收
在清洗蒸发器、干燥机及超高温灭菌设备等污垢严重的工艺设备时,清洗液会在设备内部循环流动。原位清洗完成后,这些清洗液通常会被排掉。通过过滤,可实现对原位清洗液的回收与再利用,最高可回收90%的原位清洗废液。渗透液仅含水、清洁剂及部分盐类。蛋白质、脂肪和乳糖则被截留并送至污水处理厂。由于回收的清洗液将用于再次清洗工艺设备,因此必须确保过滤装置及其连接管路满足卫生要求。过滤的残余物主要含蛋白质、脂肪和乳糖,会被截留并送往污水处理厂处置。
白水、冷凝水及清洗液回收水的再利用
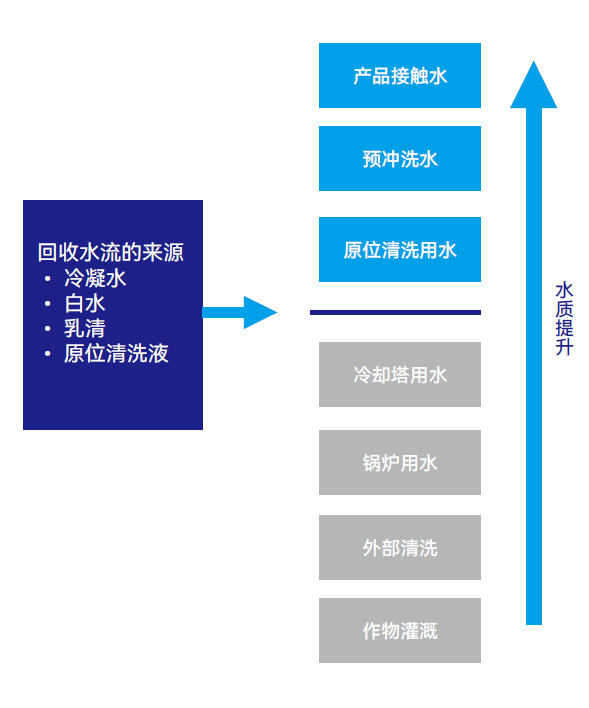
图8.4.9 基于微生物与化学质量状况决定回收水如何被再利用
采取上述步骤回收水资源后,关键是要为回收水在加工厂内找到合适用途。这取决于具体应用所需的水质等级。即使回收水质量符合技术要求,还需要确保能满足食品生产法律法规的其他要求。各国的法律法规要求有所不同,需进行具体调研。例如,有些地方的法规要求与产品接触的水需符合更严格的标准。图8.4.9所示包括产品接触水(水质等同饮用水)、开机预冲洗水,以及设备原位清洗用水。反之,不与产品接触的水质要求可适当降低,例如厂区清洁用水、锅炉水及冷却塔用水。
新兴的与替代性的食品保存技术
新兴食品保存技术可能成为降低环境影响与节省成本的有效途径。因技术类型而异,具体效益可包括:减少水耗与能耗、降低废弃物并改善废水处理,或提高能源构成中的电能比例。
该领域是当前广泛研究的热点,应持续关注其最新进展。欧姆加热、高压处理、微滤、空化(紫外与超声波)及脉冲电场等技术均展现出应用前景。但需注意,目前这些方法均需与热处理结合(或以其为主要灭活手段),方能达到常温分销乳制品所需的商业无菌标准。
结论/概要
乳品行业对地球的未来有着重大影响,当下的行动将关乎人类后代的福祉。可持续发展的重要性与日俱增,其中很多目标都涉及降低水耗、减少碳排放与废弃物。许多企业设定了“乳业净零”目标,致力于在2050年前大幅降低碳排放。践行可持续发展承诺、生产环境足迹更低的产品,正变得越来越重要。
本章探讨了旨在实现乳品加工可持续发展目标的现有技术与新兴实践,涵盖了可再生能源转型、生产流程电气化、能量回收、水资源回用以及提高生产线效率等内容。充分了解现有研究的价值,并以开放的心态拥抱技术进步至关重要。与此同时,实现持久变革更需要所有利益相关方的通力协作。乳业的可持续发展,需要行业领导者、设备制造商、能源供应商、学术机构、政府部门与消费者的共同努力。唯有合作,才能构建起有韧性、对环境负责的乳业体系,保护人类和地球。
参考文献
引言
美国环保署(2024)《温室气体概述》。来源: https://www.epa.gov/ghgemissions/ overview-greenhouse-gases联合国粮农组织(2010)《乳业体系的温室气体排放:生命周期评估》。来源: https:// www.procon.org/ghg-emissions-from-dairy-sector- fao-2010.pdf
联合国粮农组织(2018)《可持续食品系统:概念和框架》。来源: https://openknowledge.fao.org/server/api/core/bitstreams/b620989c-407b-4caf-a152-f790f55fec71/content
减少加工过程中的碳排放
Giner Santonja、G., Karlis、P., Raunkjær Stubdrup、K., Brinkmann, T. 和Roudier, S,(2019)《食品、饮料和乳业的最佳可行技术(BAT)参考文件》。来源: https:// eippcb.jrc.ec.europa.eu/sites/default/files/2020-01/JRC118627_FDM_Bref_2019_published.pdf
Laveet Kumar、M. Hasanuzzaman、N.A.Rahim,《太阳能热能在工业过程供热中的全球进展与未来前景:综述》,《能源转化与管理》,第195卷,2019,第885-908页。ISSN0196-8904, https://doi.org/10.1016/j.enconman.2019.05.081. 来源: https://www.sciencedirect.com/science/ article/pii/S0196890419306363
Kemal Masera、Hadi Tannous、ValentinaStojceska、Savvas Tassou,《乳品加工中太阳能热系统集成技术的最新进展研究》,《可再生与可持续能源评论》,第172卷,2023,113028,ISSN1364-0321, https://doi.org/10.1016/j.rser.2022.113028. 来源: https://www.sciencedirect.com/science/ article/pii/S1364032122009091
负责任的水资源管理
欧洲防务局(2018)《水在乳业中的重要性》。来源: https://eda.euromilk.org/wpcontent/uploads/2018/03/2018_03_19__EDA_factsheet_The_importance_of_water_in_Dairy_FINAL.pdf
减少食物损失和浪费
Scialabba、Nadia & Muller、Adrian& Schader、Christian & schmidt、Uta &Schwegler、Patrizia & Fujiwara、Daniel &Ghoreishi、Yasser,《食品浪费足迹:全成本核算(最终报告)》,2015。来源: https://www.researchgate.net/publication/337198849_Food_Wastage_Footprint_Full-Cost_Accounting_Final_Report
联合国粮农组织(2015)《减少食物损失与浪费全球行动》。来源:https://openknowledge.fao.org/server/api/core/bitstreams/57f76ed9-6f19-4872-98b4-6e1c3e796213/content
结论/概要
Pathways to Dairy Net Zero(2024)《乳业净零路径》。来源: https://pathwaystodairynetzero.org/about-the-initiative/