蒸发器
除去水分
液体的浓缩需要通过溶剂(多数情况下为水)的蒸发实现。浓缩不同于干燥,经过浓缩,最终产品还是液体。
对液体食品进行浓缩主要基于以下目的:
- 减少贮藏和运输费用
- 诱导结晶过程
- 减少干燥成本
- 降低水活性,以提升微生物与化学稳定性
- 从废液中回收高价值组分及副产品
1913年真空蒸发浓缩液体的方法面世。基于英国科学家E.C.Howard的专利,该工艺通过配备冷凝器与真空泵的蒸汽加热双底真空釜实现。
浓缩
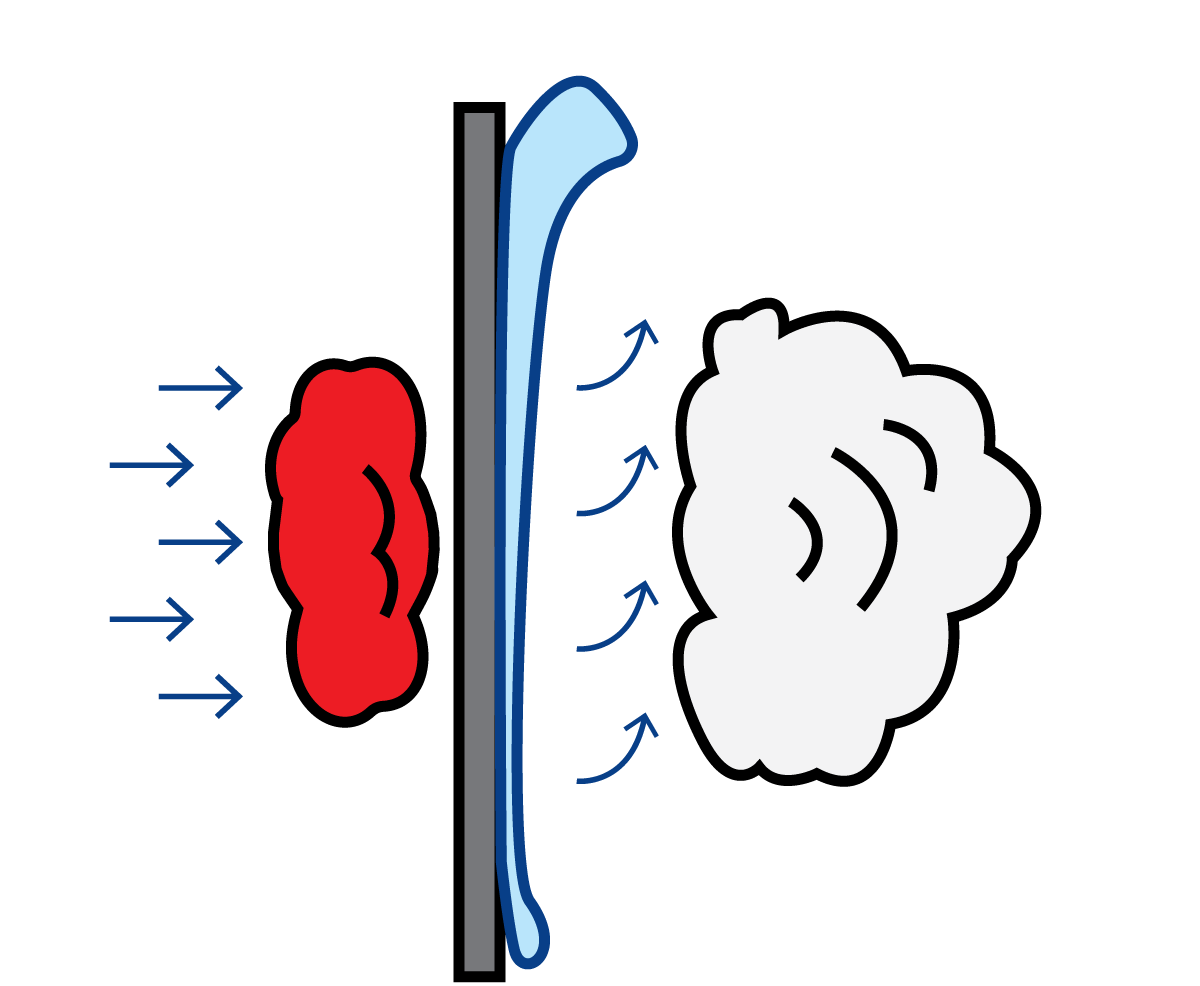
图7.6.1 蒸发的基本原理
隔板被热蒸汽加热,使另一侧的液体蒸发产生二次蒸汽。
在乳品行业中,蒸发技术用于浓缩奶、乳清、浓缩乳清蛋白和浓缩牛奶蛋白,以及膜过滤设备产生的渗透液。水通过间接加热蒸发。通过特种钢板将产品与加热介质(蒸汽)隔离。蒸汽冷凝释放的热量经隔板传递至产品。
蒸发也是上述产品干燥的初步阶段。
浓缩过程能进行到何种程度,取决于产品特性(如黏度与热稳定性)。
为实现成品奶粉的特定性状,热处理常作为蒸发器的核心工艺环节。鉴于部分产品对热敏感,系统设计需精确把控温度与保持时间,在达成预期效果的同时避免热损伤。
为尽量减少施加的热量对产品的热影响,蒸发在160-320hPa的真空条件下进行,对应水的沸点为55-70℃。
规划蒸发工序时必须考虑以下因素:
- 最终产品品质
- 能源成本
- 热处理
- 热回收
- 冷凝水品质
- 清洗时长与清洗成本
- 场地成本
- 环境条件
- 投资成本
蒸发器设计
从溶液中汽化水需消耗很多能量。这些能量通常以蒸汽的形式提供。为了减少蒸汽消耗量,蒸发器普遍采用多效设计:两个或多个效体在逐级降低的真空度(对应逐级下降的沸点)下运行。在此配置中,第一效产生的二次蒸汽可作为下一效的加热介质。最终,所需蒸汽量约等于总蒸发水量除以效体数量。
如今,电力作为能源已被广泛应用,特别是在预浓缩蒸发器中——其作用是将牛奶与乳清的固形物含量浓缩至32-40%。在最终浓缩蒸发器中,电力应用更为普遍,该设备可以将牛奶和乳清的固形物含量浓缩至目标值。这一操作需借助电力压缩机:它会对效体中产生的二次蒸汽进行压缩,使其温度升高3-7℃,随后将升温后的蒸汽作为加热介质通入加热器。这种机械蒸汽再压缩(MVR)技术在运营成本方面具有显著优势。
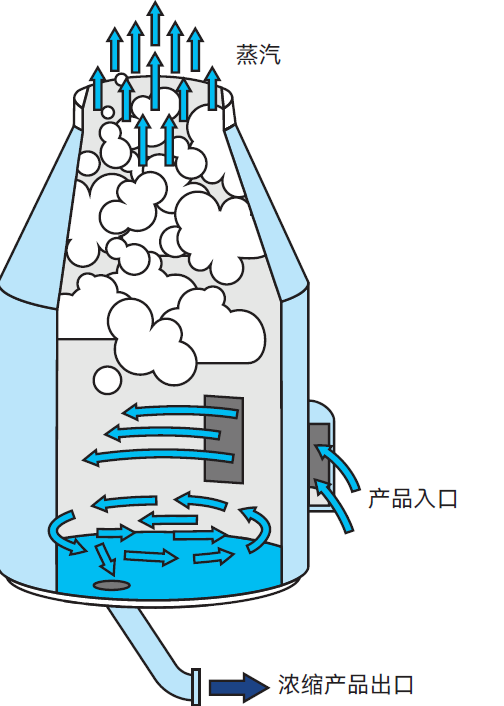
图7.6.2 循环蒸发器中的产品流
循环蒸发器
当浓缩程度需求较低,或需处理少量产品时,可采用循环蒸发器。
以酸奶生产为例,通过循环蒸发,可将牛奶浓缩1.1-1.25倍,或使固形物含量从13%分别提升至14.5%或16.25%。此过程同步实现产品脱气与异味脱除。循环蒸发加工生产线如图7.6.3所示:牛奶被加热至90℃,以高速沿切线方向进入真空室,在壁面形成一层稀薄的旋转液膜(图7.6.2)。当牛奶沿壁面旋转流动时,部分水分会蒸发为水蒸汽,这些水蒸汽随后被导入冷凝器。空气和其它不凝性气体通过真空泵从冷凝器抽出。
最终产品逐渐减速,落至内侧弧形底部,随后从该位置被排出。部分产品通过离心泵回流至热交换器进行温度调节后,再次进入真空室进一步蒸发。为达到预期浓缩程度,必须维持大量产品的循环。流经真空室的流量是系统进料流量的4至5倍。
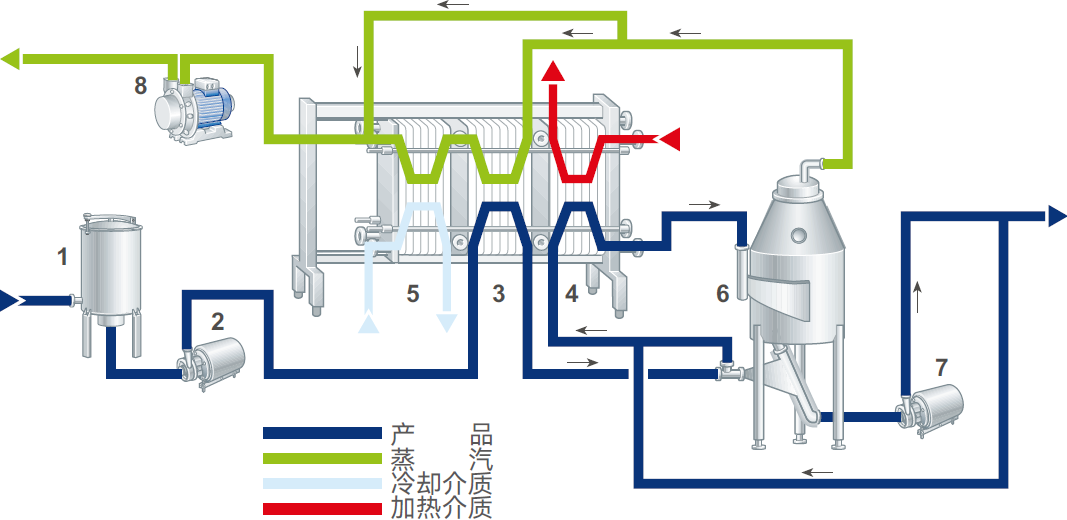
图7.6.3 循环蒸发器加工生产线
1. 平衡罐
2. 进料泵
3. 热交换器预热段/冷凝段
4. 热交换器温度调节段
5. 热交换器冷却段/冷凝段
6. 真空腔室
7. 循环泵
8. 真空泵
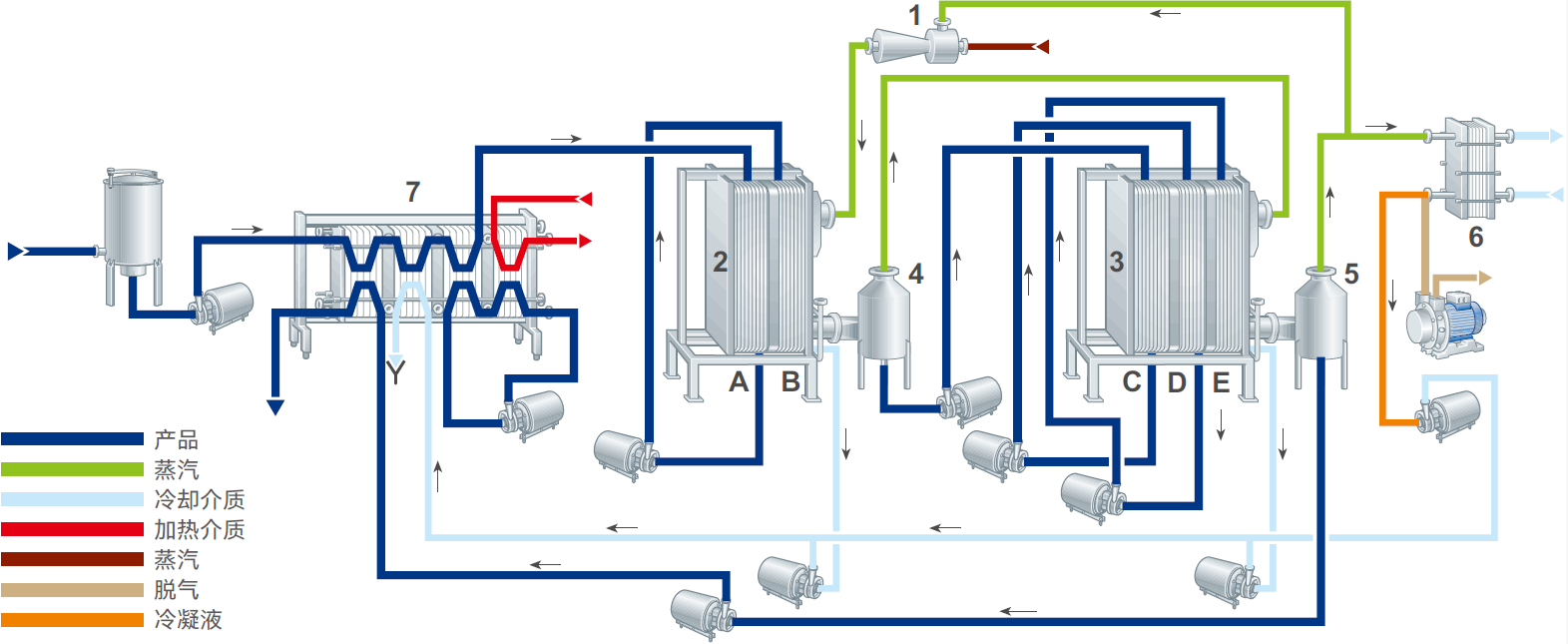
图7.6.4 配备热压泵的双效盒式蒸发器
1. 热压泵
2. 第一蒸发效体
3. 第二蒸发效体
4. 第一效二次蒸汽分离器
5. 第二效二次蒸汽分离器
6. 板式冷凝器
7. 预热器
A. 第一效第一程
B. 第一效第二程
C. 第二效第一程
D. 第二效第二程
E. 第二效第三程
板式蒸发器
在板式降膜蒸发器中,可通过贯穿板组的两根管道实现物料分布。每块产品板对应的管道均设有喷嘴,将产品喷涂至板面形成均匀薄液膜。此设计使产品以蒸发温度进入,避免分布阶段发生闪蒸。当产品通过加热面时,产品薄膜中的水分迅速蒸发。蒸发器出口处配备蒸汽旋风分离器(见图7.6.4中4、5),用于分离二次蒸汽与浓缩液。
在蒸发过程中,液体容积减小,二次蒸汽容积增大。如果二次蒸汽容积超过可利用空间,二次蒸汽流速将增加,导致压降增大,此时需提高加热蒸汽与产品间的温差以保证蒸发。为了避免这一点,二次蒸汽可利用的空间必须随二次蒸汽体积增加而增加。
为获得最佳蒸发条件,产品薄膜在加热表面长度方向需保持厚度均匀。由于产品沿加热面流下时,可用液体量会逐渐减少,因此必须减小加热表面的周长,以保持液膜厚度恒定。降膜盒式蒸发器的板型设计可同时满足这两项要求,这一独特办法使蒸发在较低温度下利用极小温差就能实现。
与其它蒸发器相比,在降膜蒸发器中,产品停留的时间较短。蒸发器中温度与时间的组合,决定了其对产品产生的热冲击程度。采用低温工况(低蒸发温度、小温差、低热负荷)的降膜蒸发器,对热敏性乳制品的浓缩具有显著优势。
管式蒸发器
这是乳品行业应用最广泛的蒸发器类型。降膜蒸发器成功运行的关键在于实现产品在加热表面的均匀分布。该设备大部分使用垂直列管,产品沿管内壁向下流动,加热蒸汽在管外壁冷凝。
列管长度最高可达20米,具体长度需根据建筑空间(高度与占地面积)进行优化选择。利管设有外壳,且可进行隔热处理。总的加热表面被划分为若干区段,牛奶在每个区段只流经一次。产品在加热表面的均匀分布对蒸发器的经济运行至关重要。分布不均会导致局部过度加热,引发产品粘壁,进而影响热量向产品的传递并妨碍清洁。这将缩短正常生产时间。
为实现优良分布,需确保产品在蒸发器顶部分布段(图7.6.5)的均匀铺展,并精确计算各区段参数。在蒸发器顶盖入口正下方设置一级分配器可做到这一点。产品可以从降液管周围同心分布的小孔流入蒸发器列管内,形成均匀液膜。将进入分布器区段的产品略微过热,可使其膨胀,从而确保即时发生部分蒸发并实现良好分布。蒸汽会将产品推至蒸发器列管内壁,使其向下流动形成薄液膜。
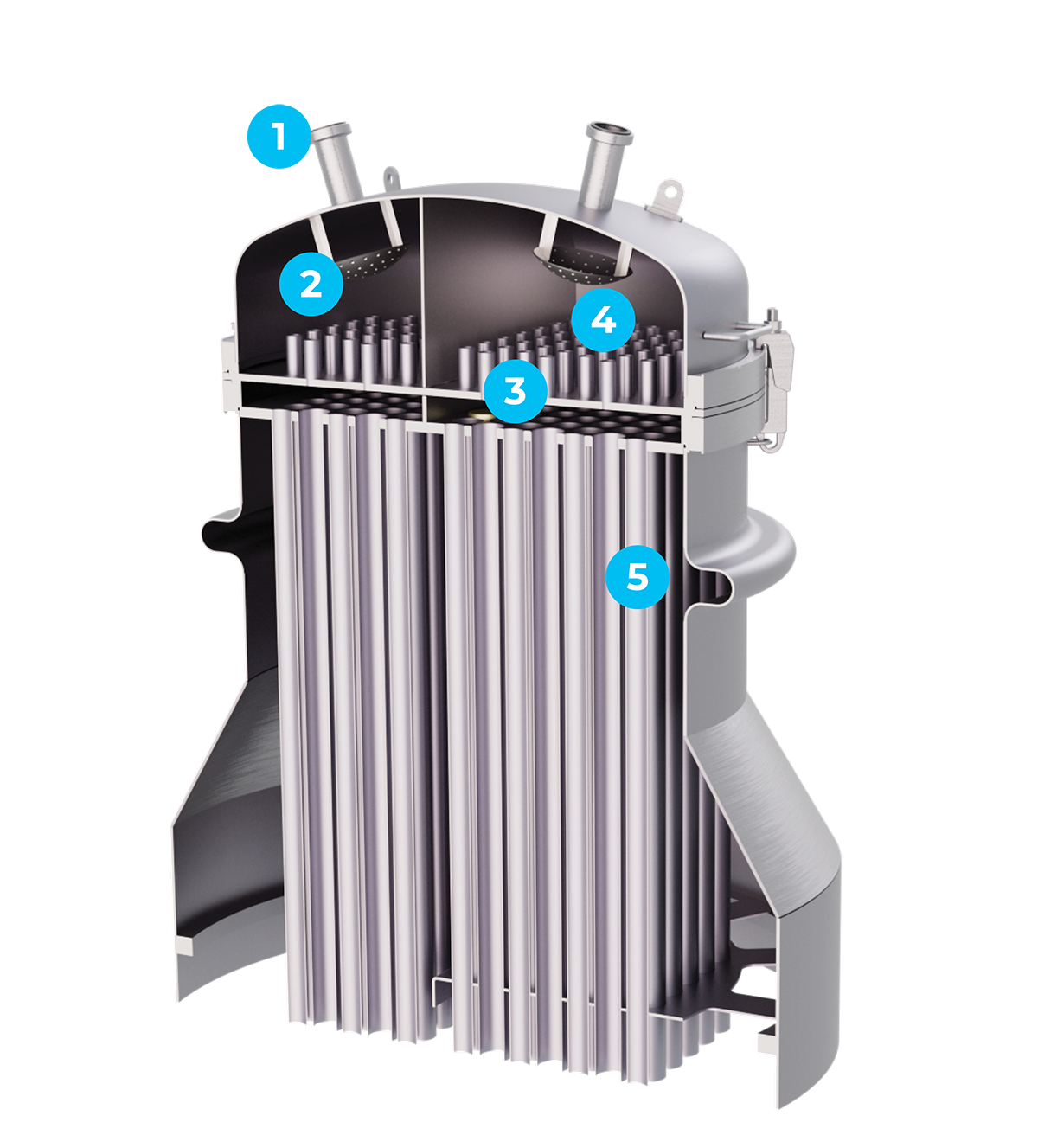
图7.6.5 降膜管式蒸发器加热列管的上部
1. 产品进料管
2. 产品分布器
3. 带孔分布板
4. 分布孔
5. 蒸汽管束
工艺流程

图7.6.6 配备热压泵的四效降膜管式蒸发器
双效降膜管式蒸发器工艺流程如图7.6.7所示。牛奶从平衡罐(1)泵出,经预热系统(2、3、12、13)完成巴氏杀菌,并被加热至略高于蒸发器第一效沸点的温度。随后,牛奶继续进入处于真空状态(对应沸点68℃)的蒸发器第一效(4)。当牛奶以薄膜形态沿管壁向下流动时,水分蒸发实现浓缩。
浓缩液在加热列管底部和蒸汽分离器(5)中实现汽液分离后,被泵送至第二效(6)。第二效的真空度更低(对应沸点58℃)。浓缩液在第二效中进一步蒸发后,再次在加热列管底部和汽液分离器(5)中完成汽液分离,随后被泵出系统,进行进一步处理(10)。
将高压蒸汽注入热压泵(7)可提升第一效二次蒸汽的压力。随后,这股新鲜蒸汽与二次蒸汽的混合蒸汽可用于第一效(4)的加热。
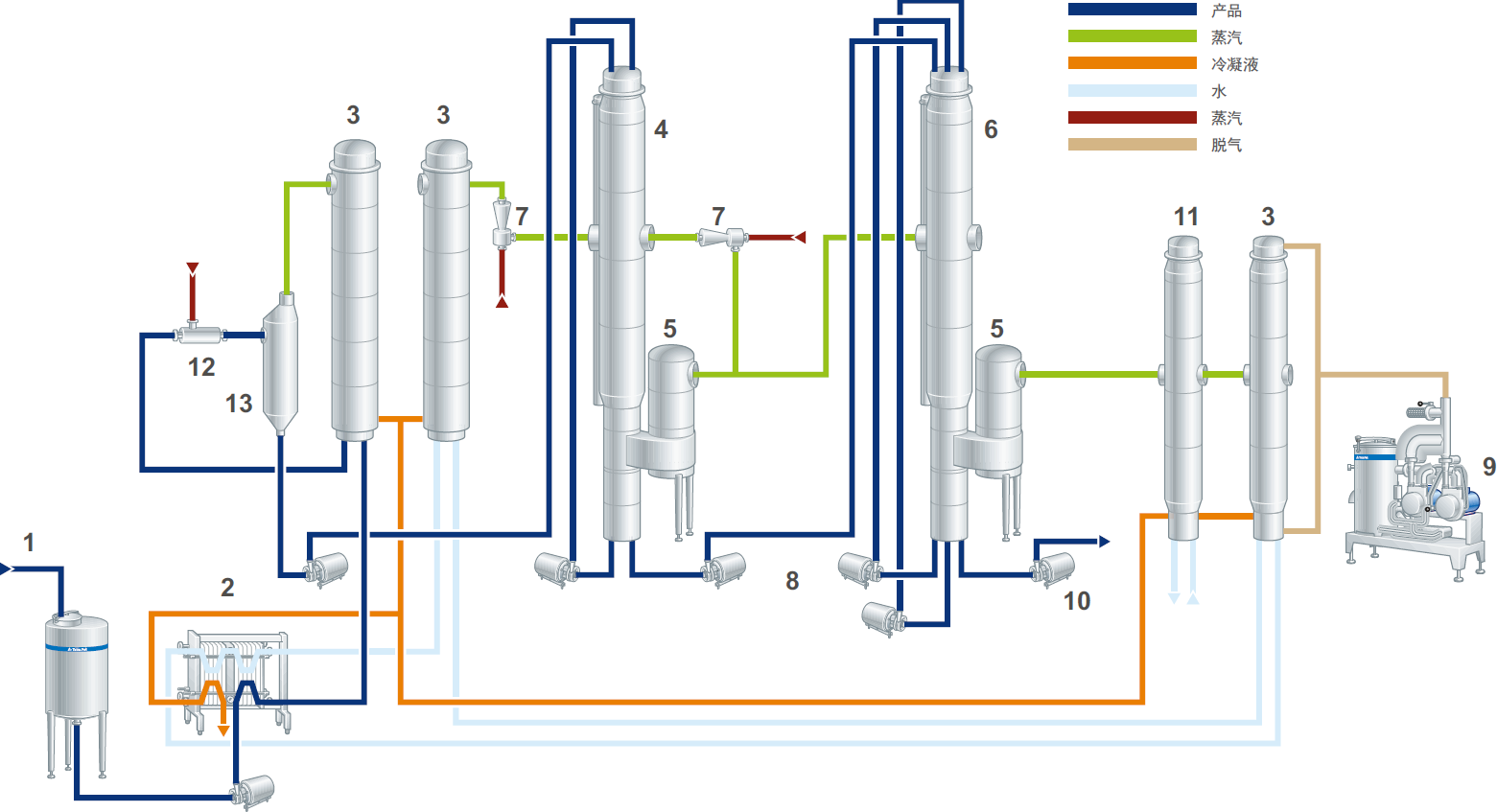
图7.6.7 配备热压泵的双效降膜管式蒸发器的加工生产线
1. 平衡罐
2. 板式热交换器
3. 管式热交换器
4. 加热列管,第一效
5. 蒸汽分离器
6. 加热列管,第二效
7. 热压泵
8. 循环泵
9. 真空泵
10. 排料泵
11. 冷凝器
12. 直接蒸汽喷射装置
13. 闪蒸器
多效蒸发器
多效蒸发器比较常用,其原理是:当两台蒸发器串联时,第二效可在更高真空度(对应更低温度)下运行。第一效产品蒸发产生的蒸汽,可用作下一效的加热介质,由于真空度较高,下一效可在较低的沸腾温度下运行。即使考虑热损失,产品每蒸发1千克水也仅需0.6千克一次蒸汽。通过串联更多效体可进一步提升蒸汽经济性,但会导致设备成本增加,且需提高第一效温度。串联效体数越多,蒸发器系统内产品总容量越大,这对热敏性产品处理构成挑战。然而,为节约能源,乳品行业长期采用附带终浓缩效体的四至七效蒸发器配置。
热力蒸汽再压缩(TVR)
产品蒸发产生的二次蒸汽经压缩后可用作加热介质,改善蒸发器的能量平衡。使用热压泵就是出于这一目的。
图7.6.6是一台配备热压泵的四效蒸发器,用于牛奶的蒸发。部分二次蒸汽被引入热压泵,与高压蒸汽(600-1000千帕)混合。热压泵利用高压蒸汽提高动能,蒸汽从喷嘴高速喷射。射流效应可混合蒸汽和产品产生的二次蒸汽,并把混合蒸汽压缩至更高压力。热压泵与多效蒸发单元的协同运作可优化能量平衡。
蒸发效率
配备热压泵的双效降膜蒸发器蒸发1千克水需消耗约0.32千克蒸汽,五效蒸发器则仅需0.09千克。若无热压泵,其单位蒸汽消耗量将分别升至0.55千克与0.2千克。
为满足节能需求,现已研发出超过六效的蒸发系统,但此类系统的应用需遵循一定的限制条件。产品侧最高沸点第一效通常不超过70℃,末效则需控制在40℃。
40℃与70℃之间有30℃的温度区间可用于蒸发器的尺寸设计。效体数量越多,单个效体内的温差就越小。
同时,压降与沸点升高也会进一步缩小潜在温差。这些因素叠加后,可能会将多效蒸发器中的整体温差限制在5-15℃的范围内,这就要求配备更大的传热面积,还会导致设备投资成本升高。更大的传热面积会加剧液体在加热表面均匀分布的难度,同时延长产品在系统中的停留时间。配备热压泵的六效蒸发器每蒸发12千克水,需要1千克蒸汽,相当于单位蒸汽消耗量为0.08千克。
浓缩过程能进行到何种程度,取决于产品特性(如黏度与热敏性)。脱脂牛奶的固形物含量最高可达50%,全脂牛奶可达52%。
机械蒸汽再压缩(MVR)
与热力压缩不同,机械蒸汽再压缩系统(风机)(MVR)将蒸发器内全部二次蒸汽抽出,经压缩后送回蒸发器加热侧。蒸汽加压过程需消耗驱动压缩机的机械能。因此,在生产过程中,除第一效之前的热处理工序需消耗蒸汽外,蒸发器不需要补充热能,或仅在生产周期临近结束时需极少量热能。因此,几乎没有残余二次蒸汽需要冷凝。
图7.6.9是一个配备机械蒸汽再压缩装置的蒸发器。压缩后的蒸汽从压缩机返回预浓缩机加热产品。
系统的MVR效体前安装有用新鲜蒸汽加热的巴氏杀菌器。过量二次蒸汽通过独立冷凝器处理。采用机械蒸汽再压缩技术,每消耗1kWh电能,即可蒸发80-100kg水。相较于配备热压泵的传统六效蒸发器,采用机械蒸汽再压缩技术的蒸发器可降低一半的运行成本。
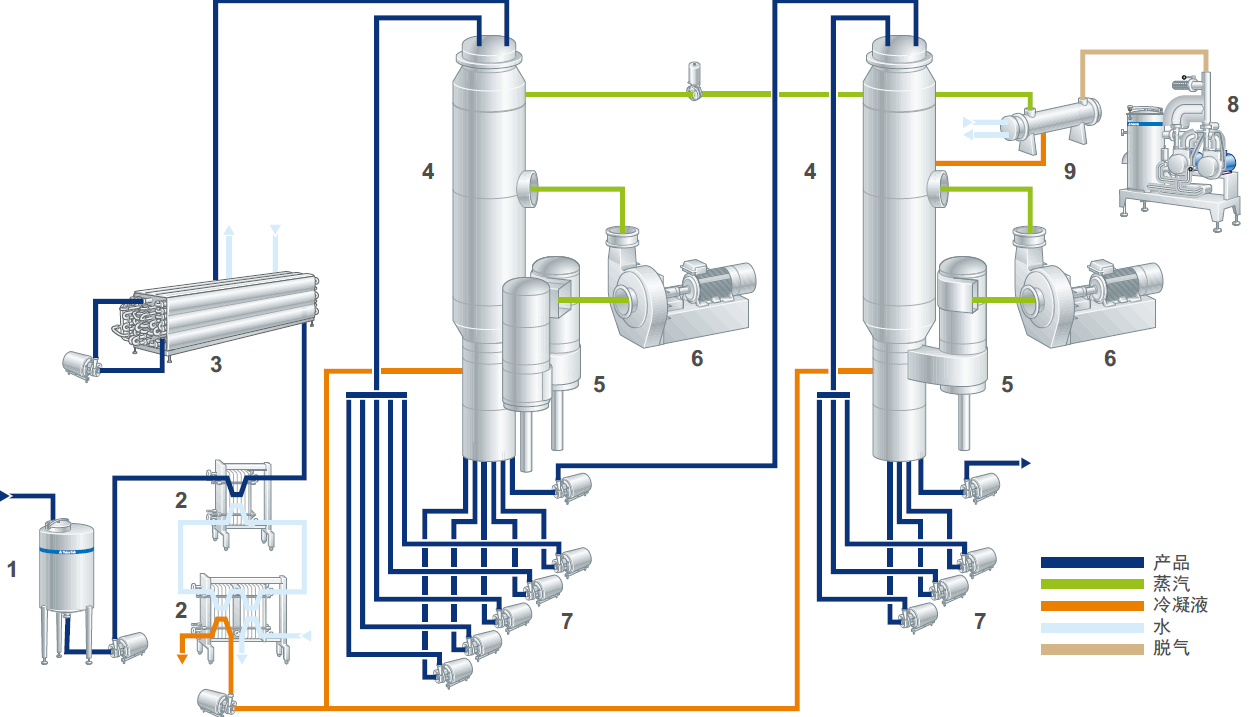
图7.6.8 采用机械再压缩技术(MVR)的管式降膜蒸发器加工生产线
1. 平衡罐
2. 板式热交换器
3. 管式热交换器
4. 加热列管
5. 蒸汽分离器
6. 机械再压缩机
7. 循环泵
8. 真空泵
9. 冷凝器
预浓缩机

图7.6.9 带机械再压缩功能的管式降膜蒸发器
目前,降膜管式蒸发器主要用于乳品行业的大产能浓缩工艺。整个加热列管单元采用不锈钢制造,并被划分为多个相互独立的区段。根据具体工艺特性,预浓缩机中的加热列管通常会分为4-6个区段。
产品被泵送至第一加热段顶端并分配至各加热管。在下流过程中,由于水分蒸发,产品体积缩减。在加热段底端,产生的二次蒸汽被排出,产品汇集于集液槽。产品被泵送到下一个区段,然后回到加热管束的顶端。
随着浓度递增,依次排列的各区段传热面变得越来越小。
压缩机风机将收集器中的蒸汽抽出并压缩。压缩后的蒸汽被送入加热器壳体,然后在加热列管外壁冷凝。冷凝液被泵出,用于预热进料产品。
这一结构可使乳清的固形物含量从6%升至32%(或从20%升至60%),脱脂牛奶的固形物含量从9%升至36%。