牧场原奶收集与工厂收奶
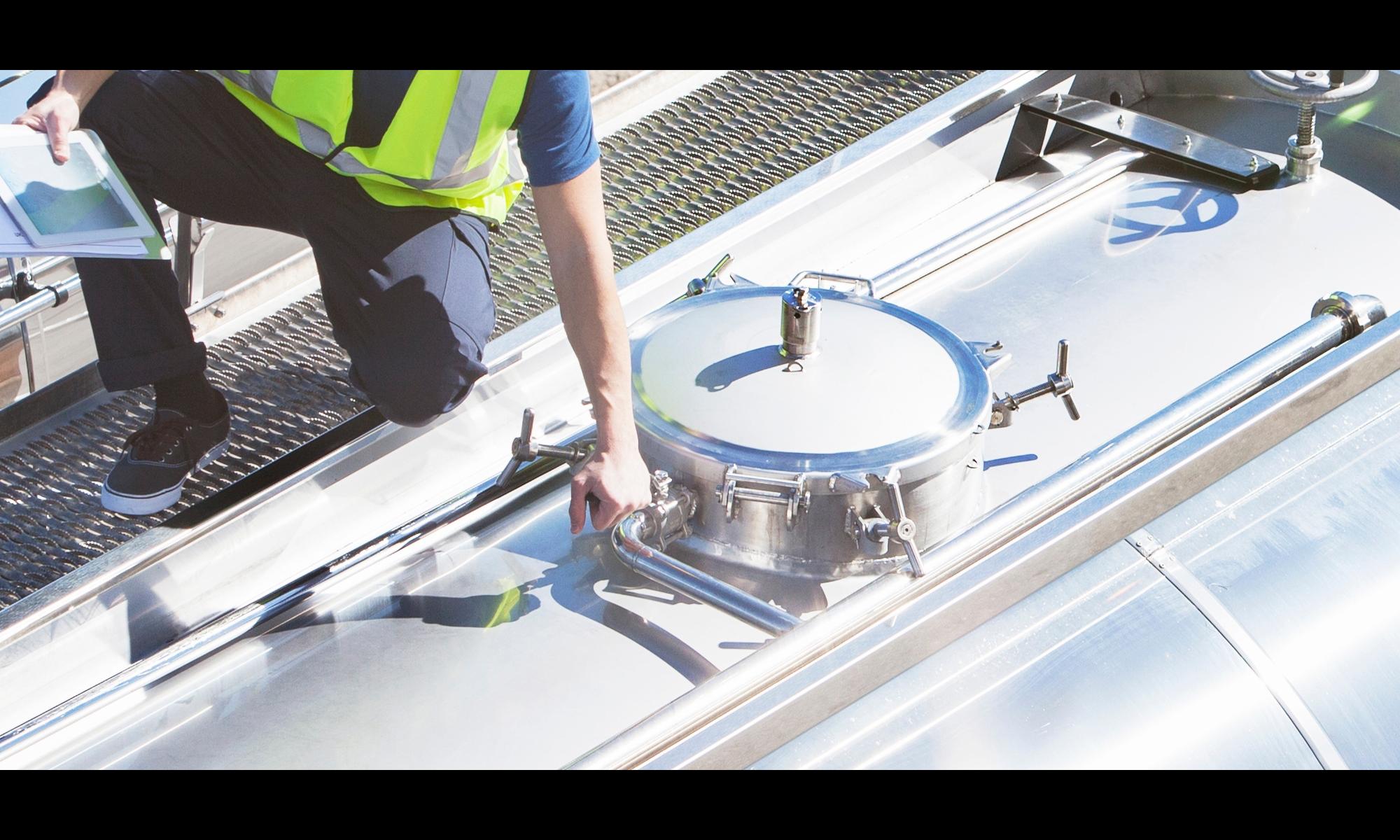
原奶从牧场或收奶站运送至乳品厂进行加工。全球范围内,使用过或仍在使用的储奶容器多种多样,从容量2-3升的葫芦罐、陶罐,到可储存数千升牛奶的现代化牧场冷藏储罐,不一而足。
早期乳品厂规模较小,收奶范围仅限于周边牧场。由于运输距离短且每日收奶,只需简单冷藏即可控制牛奶中的微生物繁殖。
如今乳品加工厂日趋大型化,对产量提升和成品质量提出更高要求。牛奶需要从更远地区运输,每日收奶模式难以持续。现代收奶通常采用每日或隔日作业模式。
牛奶的冷却
挤奶后应立即将牛奶冷却至+4℃或更低温度(>0℃),并在运至乳品厂的全过程中持续保持该温度。
若冷链在运输途中的某个环节中断(如运输过程中温度失控),牛奶中的微生物便会加速繁殖,进而产生多种代谢产物和酶。即使后续重新冷藏可以抑制微生物继续增殖,但损害已经造成:不仅细菌总数升高,牛奶中存在的代谢物和酶类也将影响最终产品的品质。
牧场的场地设计
保障牛奶品质的首道关键环节在于牧场。挤奶操作必须符合最高卫生标准,挤奶系统的设计配置需确保输奶管路尺寸精确、输奶过程轻柔平稳、减少空气混入,并实现高效冷却。
为满足卫生要求,牧场应配备专用于牛奶冷却与储存的独立区域。在现代牧场中,直冷式储奶罐是最常见的解决方案。这类储奶罐的容量从300升至40000升不等,配备搅拌装置和冷却设备,以满足特定的工艺要求。刚挤出的原奶应在挤奶后两小时内尽快将奶冷却至+4℃。这对保障牛奶在后续加工或制成其他乳制品前的品质至关重要。
直接膨胀式冷却是最常见的牛奶冷却系统。储奶罐底部设计为蒸发器,牛奶中的热量通过不锈钢壁传递至制冷剂。制冷剂蒸发从而带走牛奶中的热量。在大型牧场,通常会配备额外的冷却设备(例如独立的板式冷却器),用于牛奶入罐前的预冷却(图6.1),以避免温热牛奶与罐内已冷却的牛奶混合。
与挤奶设备的其他所有部件一样,牛奶冷却罐必须进行清洗,清洗操作应在清空奶罐后立即进行。
罐体由自动清洗装置清洁;清洗液经泵送至喷洒器,喷淋至所有待清洁表面。目前全球部分牧场仍在使用需人工清洗的开放式平衡罐。
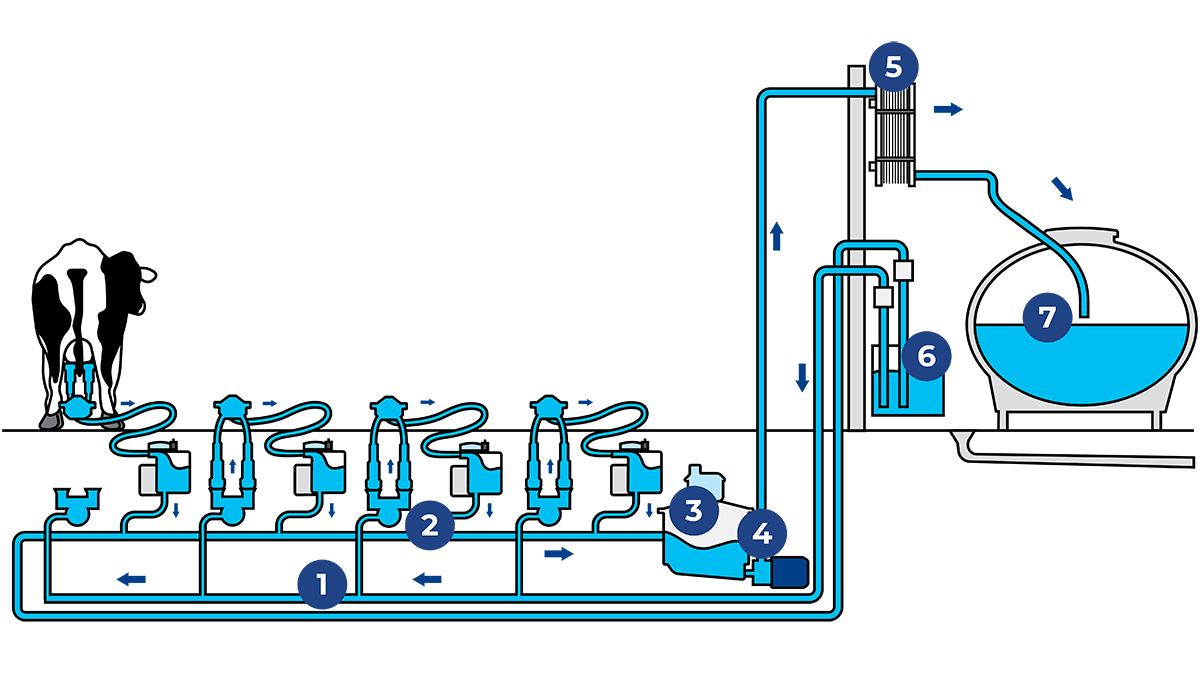
图6.1 牛奶从奶牛到冷却罐的即时冷却流程
- 清洗管线
- 输奶管道
- 集乳罐
- 奶泵
- 板式冷却器
- 清洗单元
- 牛奶冷却罐
原奶运送至乳品厂
原奶通过隔热保温罐车运抵乳品厂。在运输过程中,牛奶必须始终处于充分的冷藏状态。运输过程 应尽可能平稳,以最大限度减少空气混入。由于罐车内牛奶晃荡而导致的空气混入会严重影响牛奶品质,并给乳品厂的后续加工带来困难。
批量收集
当采用罐车收奶时,车辆必须能够直接驶抵牧场储奶间。将罐车的输奶软管与牧场冷却罐的出口阀连接(图6.2)。罐车通常配备流量计和泵,可自动记录收奶量。若无此设备,则通过测量液位差来计算体积——根据特定规格的罐体容量,液位差对应特定体积值。多数情况下,罐车还配有排气装置。
冷却罐一经排空,应立即停止泵送作业,避免空气混入牛奶。为减少运输途中牛奶晃荡,收奶罐车的储罐均设有多道隔仓。各隔仓依次装满,罐车完成既定收奶任务后,即将牛奶运送至乳品厂。
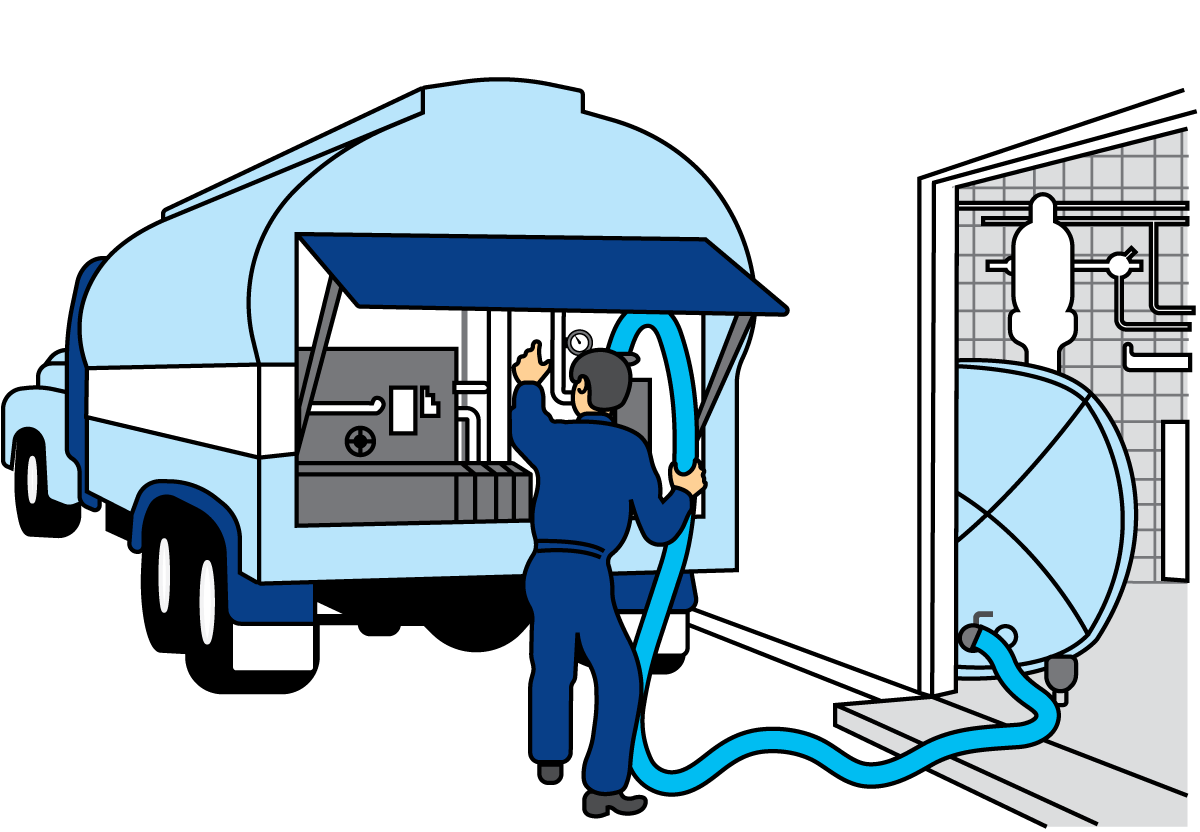
图6.2 牧场罐车收奶作业
乳品厂收奶环节
乳品厂设有专门的收奶部门,处理从各牧场运抵的原奶。该部门主要负责原奶的质量检测、数量计量以及将牛奶转运至加工车间。
原奶的质量检验
乳品厂严禁接收病畜产出的原奶、含有抗生素或沉淀物的原奶(图6.3)。即使微量抗生素残留也会导致牛奶无法用于生产依赖菌种酸化的产品(如酸奶和干酪)。
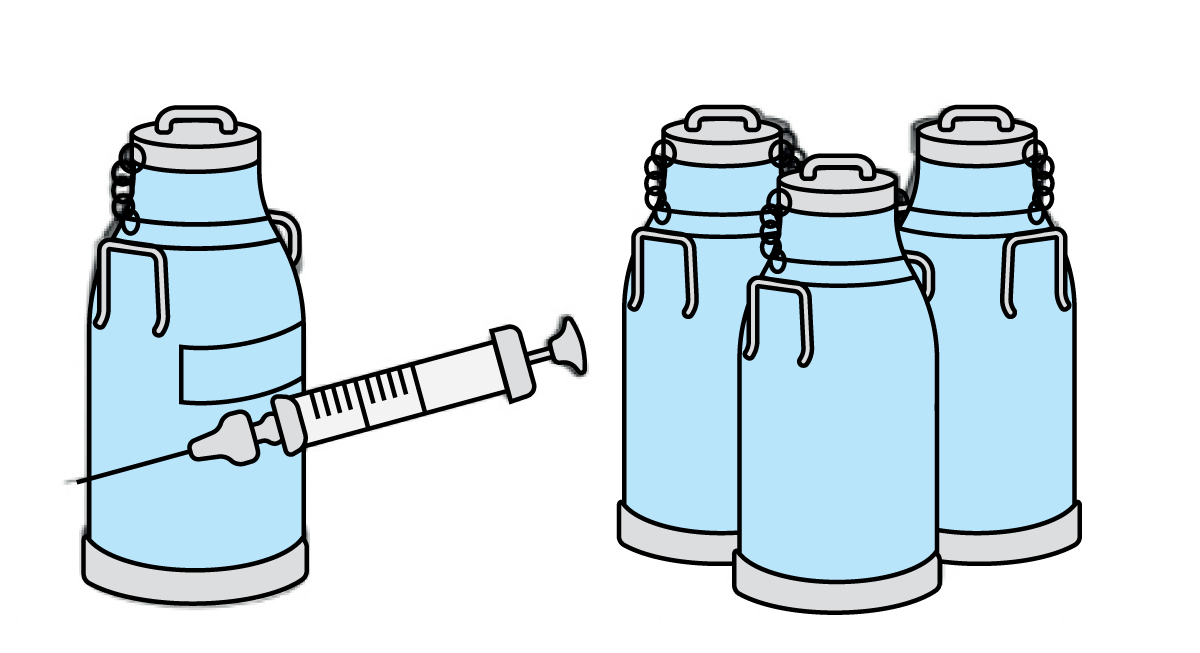
图6.3 经抗生素治疗的奶畜所产原奶必须与其他原奶隔离存放
通常情况下,牧场仅对牛奶质量进行初步评估。而牛奶的成分组成与卫生质量,需在运抵乳品厂后通过系列检测予以确定。部分检测结果将直接 影响奶农的结款。
下文将详述原奶最常见的检测项目。有关原奶质量及其对加工影响的更多说明,请参阅第5章《原奶质量》。
风味与气味
采用罐车收奶时,司机需在牧场提取奶样送回乳品厂检验。风味或气味与正常牛奶存在差异的样品将获得较低质量评级,这将影响奶农的结款。若风味或气味出现明显偏差,乳品厂应予以拒收。
清洁度检查
需对牧场储奶罐内壁进行细致检查。任何奶渍残留均表明清洁不彻底,将根据按质付款方案进行相应扣款。
原奶常规检测项目包括:
- 风味与气味
- 清洁度
- 卫生指标
- 体细胞数
- 细菌总数
- 蛋白质含量
- 脂肪含量
- 冰点
- pH值
- 牛奶酸度
- 酒精稳定性

图6.4 乳样分析
卫生检验或刃天青试验
牛奶中细菌的含量是牛奶卫生质量的一项指标。刃天青试验是常用检测方法。刃天青是一种蓝 色染料,在遇氧还原反应时会褪色。将刃天青加入奶样后,细菌代谢活性会使染料变色,变色速率与样品菌落总数呈正相关。
利用这一原理进行的卫生检验有两种。一种是快速筛查检验,作为拒收变质原奶的决策依据。若奶样加入试剂后立即变色,则认为该牛奶不适宜人类食用。
另一种是常规检验,奶样冷藏静置过夜后添加刃天青溶液,然后将该样品置于37.5℃的水浴中培养2小时。
体细胞计数
牛奶中体细胞数超标(>40万个/毫升)表明奶牛可能患有乳房疾病。该指标通过专用粒子计数器(如库尔特计数器)进行测定。
细菌总数
在评估细菌含量时也可采用简化方法测定细菌总数。例如采用Leesment法,将0.001毫升奶样与营养基质在30℃下培养72小时,最后通过专用筛网测定细菌总数。
蛋白质含量
多数乳品厂按牛奶蛋白质含量向牧场结算。该指标通过红外线仪器进行分析,每小时可完成多达300次检测。
脂肪含量
测定乳脂含量可采用多种方法,其中格伯测定法(Gerber test)在全脂乳检测中使用最为广泛。
冰点
为甄别牛奶是否掺水,许多乳品厂会对冰点值进行检测。正常组分的牛奶冰点介于-0.54℃至-0.59℃之间,若掺入水分则会导致冰点升高。该项检测需使用专用仪器。
pH值
测量牛奶pH值是初步质量控制手段,用于识别微生物腐败及化学污染。正常牛奶在20℃时pH值约为6.7(波动范围6.6-6.8)。
酸度检测(滴定法)
部分乳品厂采用滴定法评估奶样酸度。牛奶酸度变化主要由原奶送达收奶部门前大量微生物增殖所致,因此可通过该指标初步评估牛奶品质。潜在酸度可用多种单位表示。
有关滴定酸度的更多详情,请参阅第2章《乳品化学》。
酒精阳性乳试验(酒精稳定性)
乳品厂可通过不同浓度酒精对乳蛋白的沉淀作用来评估其稳定性。根据牛奶预定用途,酒精测试可采用不同浓度的乙醇溶液(需使用无添加剂的纯乙醇)。浓度范围通常为68%-76%体积分数(v/v)。
罐车接收
在乳品厂入口处,司机凭专用代码或标签确认罐车身份。随后,罐车直接驶往或经地磅站中转后进入收奶作业区。收奶区可采用露天式或密闭式收奶厅两种设计。应科学配置卸奶通道与车位数量,最大限度减少罐车等候时间。罐车抵达卸奶口,经检测合格后,与收奶管线完成对接。
多数乳品厂会在收奶管线上安装排气装置,以确保管线上的流量变送器读数更为精确。经排气装置处理后,牛奶通过泵送依次经过滤器、流量变送器,最终进入原奶仓。
按重量计量收奶量
散装牛奶可通过两种方式称重计量:
- 罐车在卸奶前后分别驶上地磅称重,两次称重结果相减得出奶量(图6.5)。
- 采用支脚带称重传感器的专用计量罐进行称重(图6.6)。
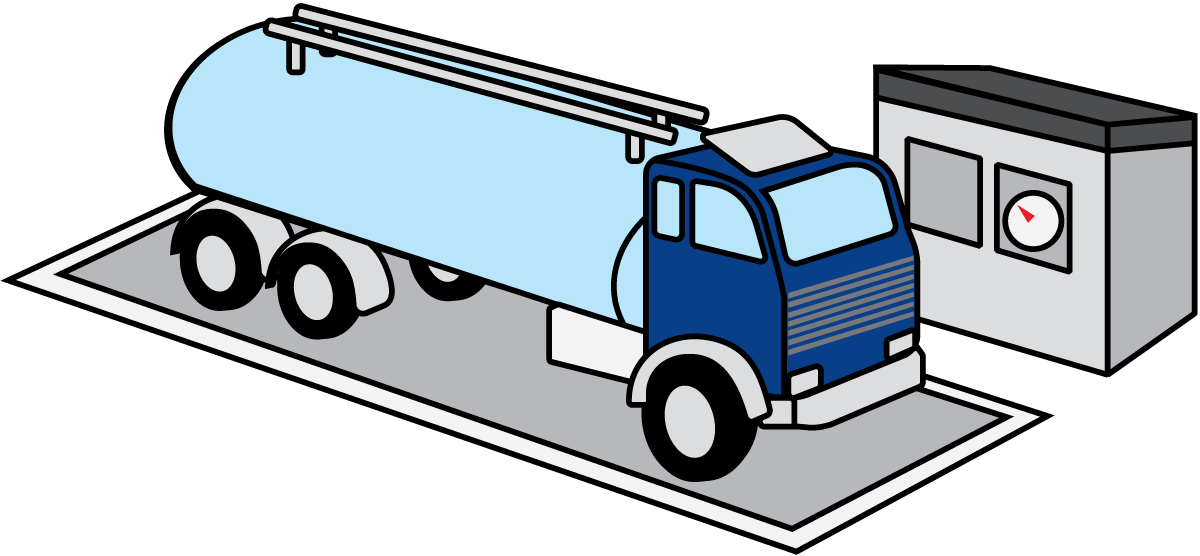
图6.5 地磅上的奶罐车
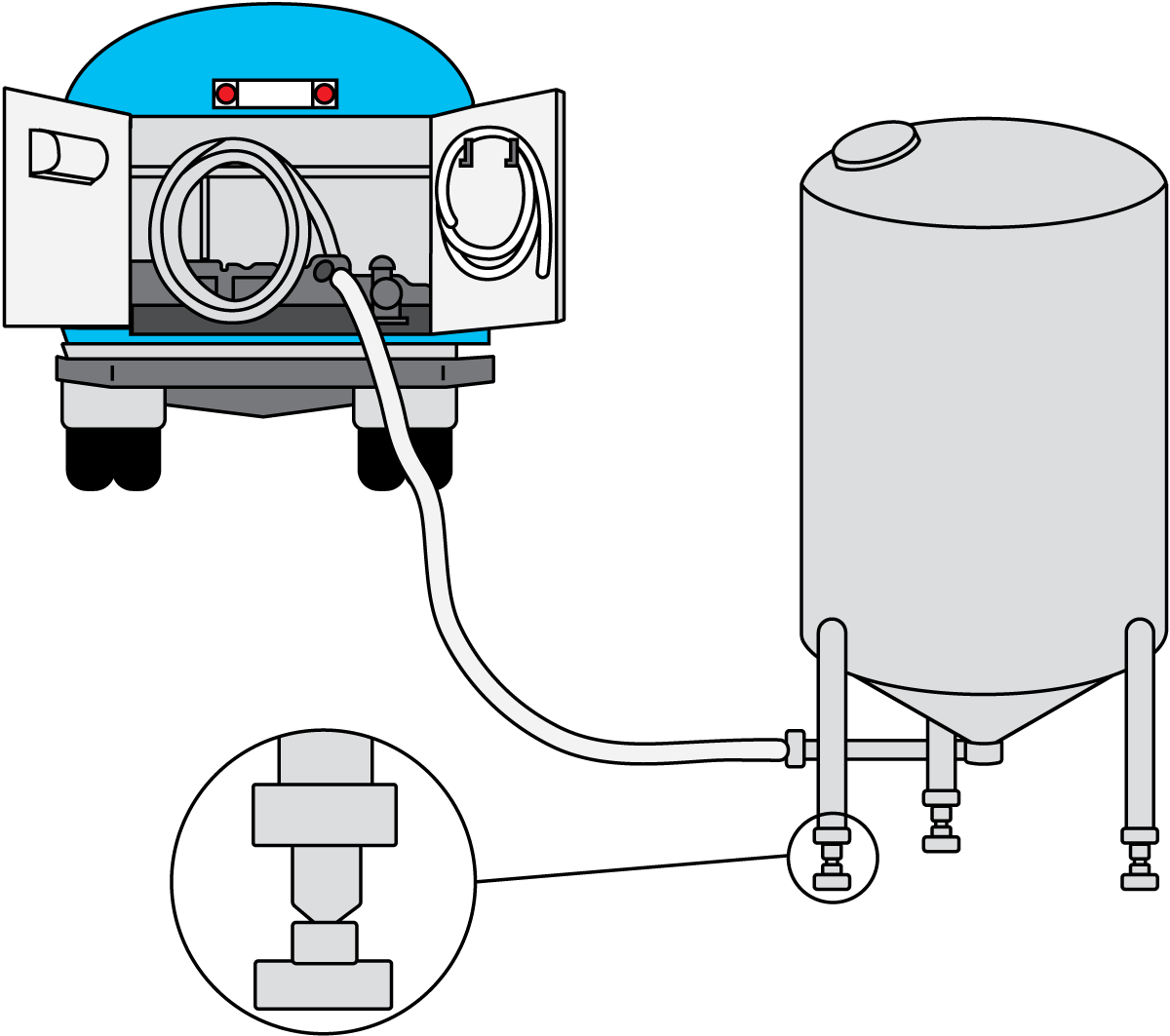
图6.6 通过计量罐接收牛奶
当采用地磅称重法时,罐车从入口驶至地磅台完成总重记录。卸奶后,空车再次过磅,两次重量差值即为牛奶净重。过磅前,罐车通常需经过车辆清洗和消毒,此举在恶劣天气条件下尤为重要。
用计量罐称量时,牛奶从罐车泵入支脚内置称重传感器的专用计量罐。记录重量后,牛奶再被泵入奶仓。
按体积计量收奶量
该方法使用流量计进行测量,关键在于防止空气随牛奶一同进入系统。在流量计前端安装排气装置可提升计量精度(图6.7)。
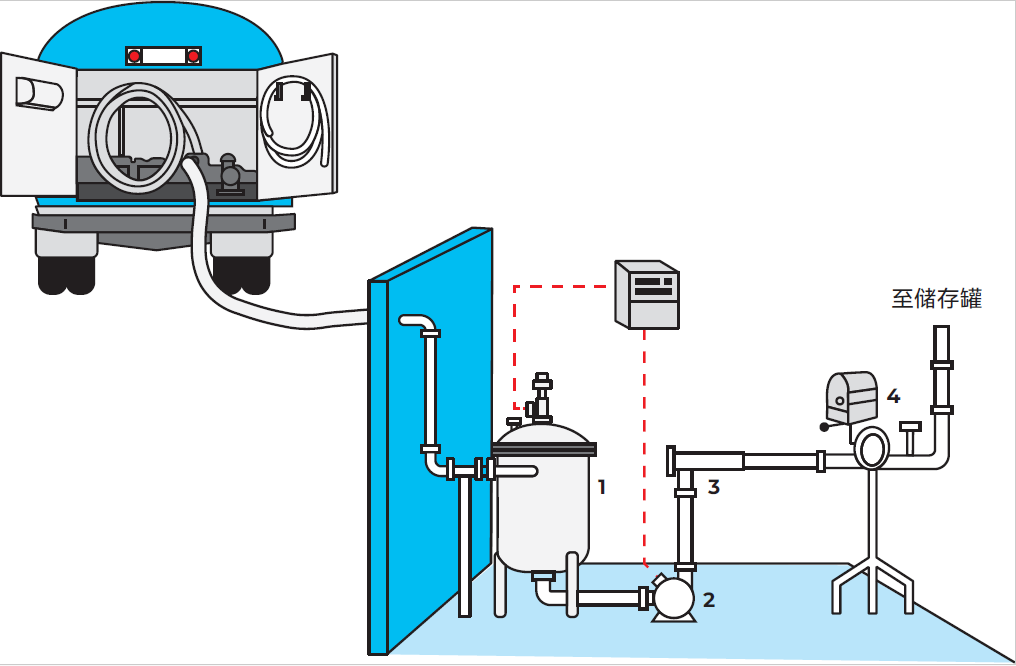
图6.7 罐车收奶流程
- 排气装置
- 泵
- 过滤器
- 计量装置
罐车出口与排气装置连接,经脱气处理的牛奶通过泵送流经流量计,流量计可持续显示累计流量。待全部牛奶输送完毕后,记录总体积。
控制系统通过检测排气装置内的液位来自动启停泵:当牛奶达到防止空气被吸入管线的预设液位时泵体启动;当液位降至特定低位时则立即停止。牛奶最终从收奶区被泵送至储奶仓。
罐车清洗
通常情况下,罐车每日完成收奶行程后都需进行清洗。若罐车每日执行多次收奶任务,则每趟行程结束后均应清洗。清洗作业可在收奶区连接清洗系统进行,也可将罐车驶至专用清洗站完成。许多乳品厂还要求每日清洗罐车外部,以确保运输途中始终保持洁净外观。越来越多国家正出台新规,要求对罐车实施消毒处理,以防止动物疾病传播。
入厂牛奶冷却
运输过程中牛奶温度通常不可避免会略有升高,略超4℃。因此,在通往原奶储罐的输送管线中,通常需通过板式热交换器将牛奶冷却至4℃以下。
原奶储存
未经处理的原奶储存于大型立式储罐(奶仓),容量范围约5万升至50万升。
奶仓设于室外,罐体均作保温处理。部分储罐还配备冷却夹套,通过循环冷却水维持牛奶温度。
室外奶仓设有设备安装凹槽(图6.8)。这些凹槽的开口朝向有顶盖的加工区域内侧。
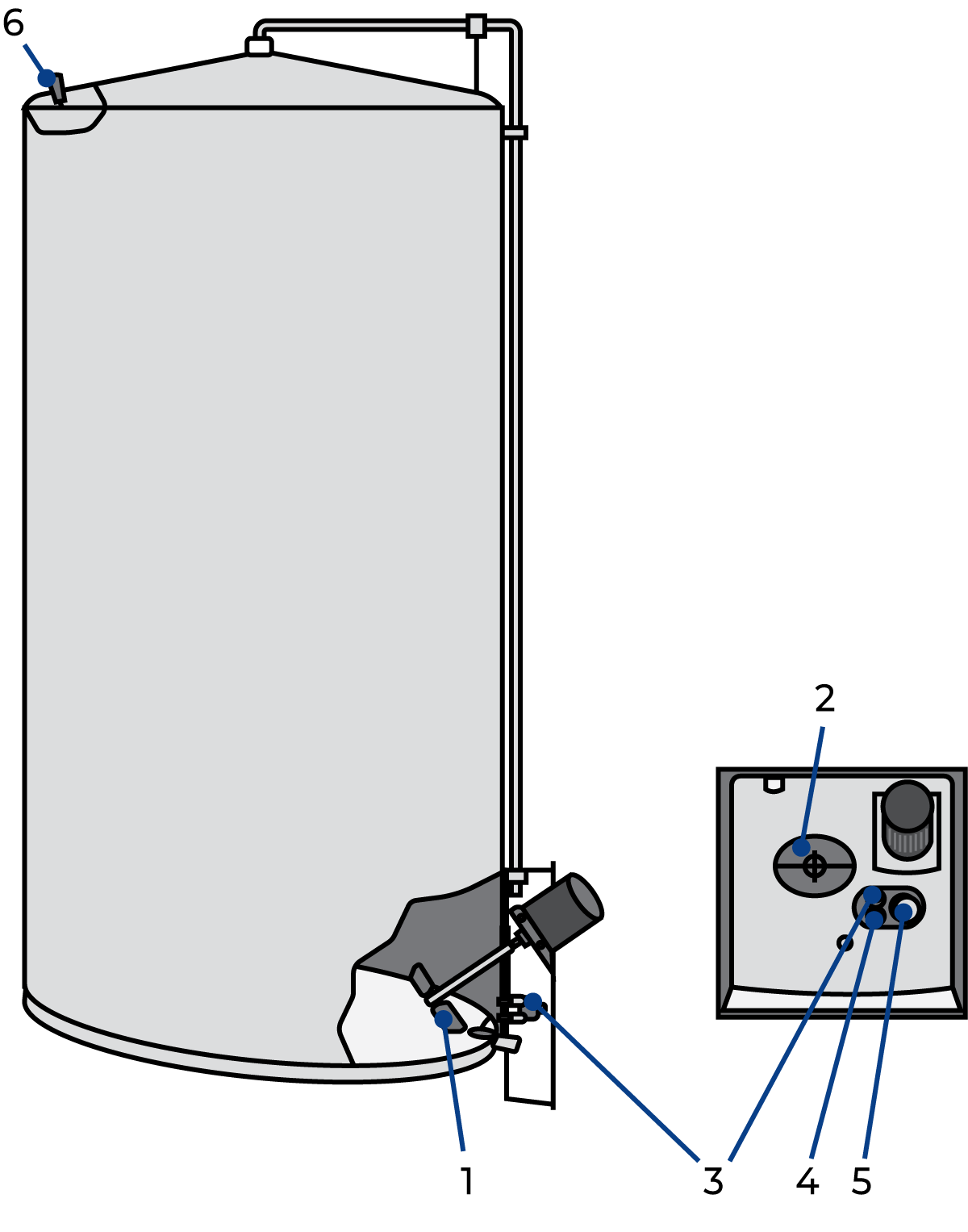
图6.8 带设备凹槽的奶仓(用于安装人孔、传感器等)
- 搅拌器
- 检修人员入口
- 温度传感器
- 低液位传感器
- 液位传感器
- 高液位传感器
奶仓的搅拌
原奶储仓必须配备搅拌装置,以防止因重力作用导致乳脂分离。搅拌必须轻柔。过于剧烈的搅拌会导致空气混入,并可能破坏脂肪球结构,使其暴露于原奶中脂肪酶的分解作用之下。图6.9所示的储罐采用侧装螺旋桨式搅拌器,这种搅拌器在奶仓中通常能取得良好效果。对于超高层储罐,可能需要在不同高度安装两台搅拌器才能达到预期效果。原奶储仓中的搅拌器采用间歇运行模式,即运行数分钟后暂停数分钟。
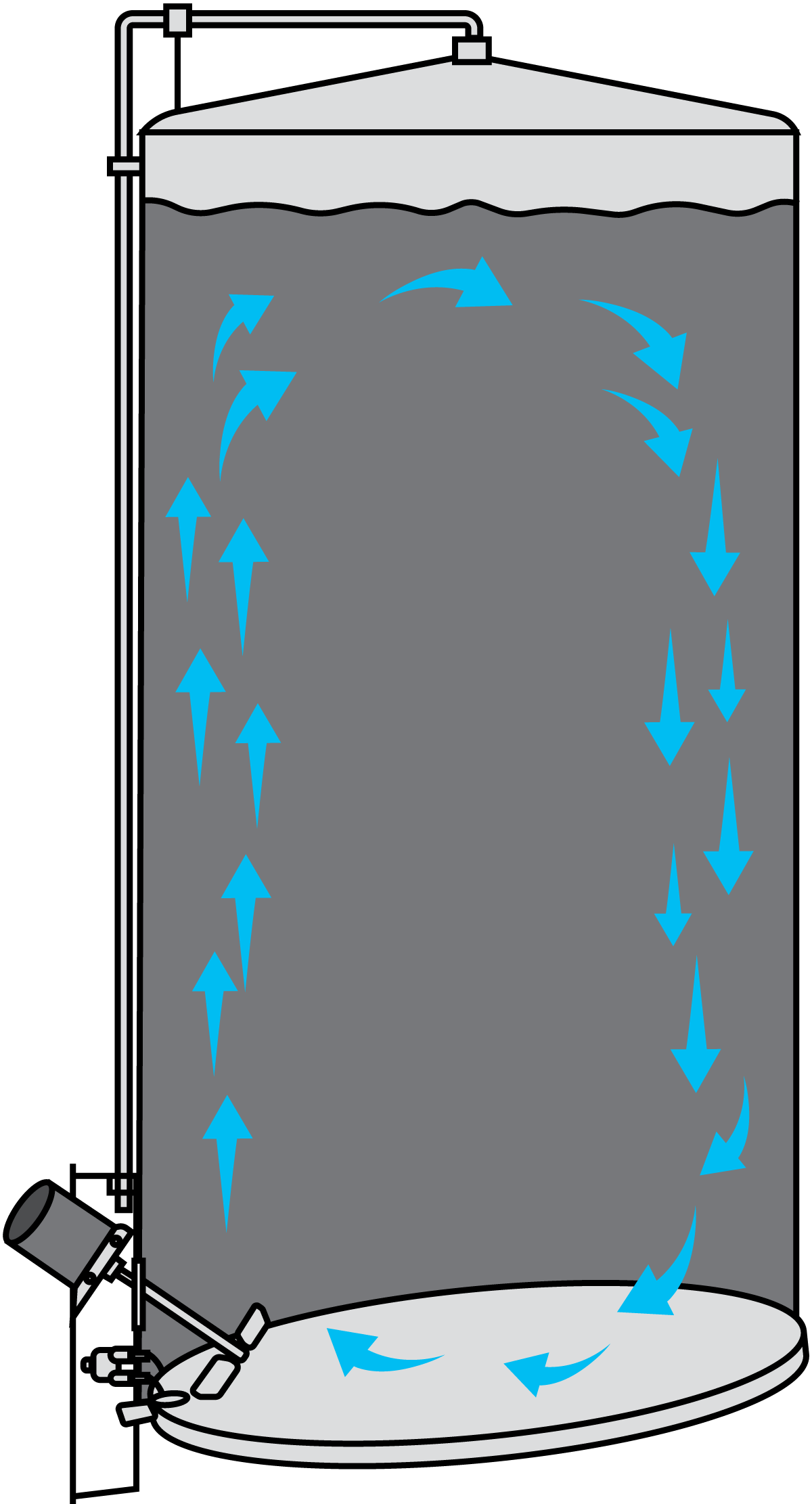
图6.9 带螺旋桨式搅拌器的奶仓
罐温监测
储存期间保持原奶低温对减缓品质劣化至关重要。通过设备凹槽内的温度传感器实时监控奶
温。
液位监测
通过设备凹槽内的液位传感器监控奶仓液位。该信号用于规划收奶卸料流程及向加工环节的输送调度。也用于当液位过低时触发搅拌器停机。低液位状态下运行搅拌器将导致空气混入。
低液位传感器
出口管道处的低液位传感器用于指示奶仓清空状态。该信号用于在向生产线输送牛奶时切换奶仓。
溢流保护
为防止溢流,奶仓顶部装有高液位传感器。当奶仓将满时,该传感器会关闭进料阀,并将牛奶供应切换至下一个奶仓。