乳品工厂排污
生活用水与工业用水经使用后可能会受到不同程度的污染。水也常被用作输送废弃物的介质。随着人们对提高水处理标准的重视程度不断增强,水处理工艺要求也变得愈发严格。食品工业产生的污染物主要为有机物,也会产生无机污染物。有机污染物通常由1/3溶解性物质、1/3胶体物质和1/3悬浮物质组成;而无机污染物则主要以溶解状态存在。
有机污染物
污染物浓度一般通过测定单位体积污水中的污染物总量来表示。另一种更现代的分析方法,是采用色谱法对污水中的有机物进行定性与定量分析,例如高效液相色谱法(HPLC)。
然而,有机物质的含量通常采用以下形式测定:
- 生物需氧量(BOD)
- 化学需氧量(COD)
- 灼烧减量
- 总有机碳(TOC)
生物需氧量(BOD)
BOD是衡量污水中生物可降解物质含量的指标。这些物质由微生物在有氧条件下分解(并在分解过程中消耗氧气)。需氧量是以在20℃的温度下,微生物在五天内(BOD5)或七天内(BOD7)分解废水中有机污染物所消耗的氧气量来衡量的。BOD的单位是毫克氧气/升或克氧气/立方米。
对于城市污水,通常假设存在以下关系:BOD7=1.15xBOD5
化学需氧量(COD)
COD是指废水中可被化学氧化剂氧化的污染物数量。常规方法是采用强酸性(确保完全氧化)的重铬酸钾或高锰酸钾溶液,在高温条件下进行氧化。氧化剂的消耗量反映了有机物的含量,并换算为等当量的氧气,结果以毫克氧气/升或克氧气/立方米。
COD/BOD的比值表明了废水的生物降解性。比值较低(<2)说明污染物较易被生物降解。比值较高(>4)则说明难以被生物降解。但该规律并非普遍适用。城市污水的COD/BOD通常<2。
在关于乳品厂废水的FIL-IDF公告(1981年,第138号文件)中,Doedens报告指出,不同类型的乳制品厂(生产液态奶、黄油或奶酪)产生的废水的COD/BOD5比值范围为1.16-1.57,平均值为1.45。在生产奶粉、乳清粉、乳糖和酪蛋白的其他乳品厂中,该比值范围为1.67-2.34,平均值为2.14。然而,FIL-IDF公告的总体结论是,在一家乳品厂建立的COD:BOD比值不一定可以套用到另一家工厂。
灼烧减量
灼烧减量的测定,先是测定样品中的干固体含量,随后进行灼烧,使有机物燃烧。灼烧前后的重量差值即代表有机物的含量。该数值以百分比表示。
总有机碳(TOC)
TOC是测量有机物质含量的另一指标,通过测量样品燃烧产生的二氧化碳量来确定。单位是毫克/升。
饮用水
下表节选自世界卫生组织(日内瓦)于2022年发行的《饮用水水质准则:第四版(含第一和第二增补本)》。世界卫生组织的《饮用水水质准则》还包含许多其他影响水质的化学和微生物参数。
无机污染物
污水中的无机成分几乎完全由盐类构成,其含量主要取决于市政给水中的离子组成和盐浓度。这些盐类在污水中的存在通常无关紧要。当前的废水处理工艺主要集中于减少氮、磷盐类和重金属。
氮和磷化合物十分重要,因为它们是受纳水体中生物(如藻类)的营养物。藻类生长会导致受纳水体中发生次级过程,形成更多的有机物;这些有机物在分解时的需氧量,会远高于污水中原生有机污染物所导致的需氧量。
重金属在高浓度下可能具有毒性,在低浓度下也可能破坏生态系统。
乳品厂废水
乳品厂废水可分为三类:
- 冷却水
- 生活污水
- 工业废水
冷却水
冷却水通常不含污染物,因此会排放至雨水管道系统(即用于输送雨水和融雪径流等的水系统)。
生活污水
生活污水通常直接经管道输送至污水处理厂,部分情况下会先与工业废水混合。
工业废水
工业废水来源于牛奶及乳制品的溅洒,以及与乳制品接触设备的清洗。废水浓度和组成取决于生产方案、操作方法和加工厂的设计。
污水处理厂的设计能力基于特定有机物处理量及峰值负荷确定。然而,有一种有机物——脂肪——会带来特别棘手的问题。脂肪不仅具有高BOD值(含脂40%的奶油BOD5值约为40万毫克氧气/升,而脱脂牛奶BOD5值约为7万毫克氧气/升),还会附着于管道系统内壁,并在沉淀池上浮,导致沉淀困难。
因此,乳品厂废水需经过浮选装置进行处理,通入“分散水”进行曝气。在400-600千帕压力下向水中通入微细分散气泡的方法称为溶气气浮。气泡附着于脂肪颗粒,使其快速上浮至液面,随后根据装置规模通过人工或机械方式撇除。浮选装置通常紧邻乳品厂房安装,废水以连续流方式通过。
脱脂后的出水可与生活污水混合,再进入污水处理厂。表23.2列出了部分乳制品的BOD值。
乳品厂废水的pH值
因设备清洗使用酸性与碱性清洁剂,乳品厂废水的pH值通常在2-12之间波动。
过低或过高的pH值均会抑制污水处理厂生物处理阶段微生物的活性,这些微生物负责将有机污染物分解转化为生物污泥(细胞残屑)。通常规定,pH值高于10或低于6.5的废水禁止排入污水系统,以免腐蚀管道。因此,使用过的清洁剂废水通常会被收集在混合罐中(通常紧邻清洗装置),测定并调节pH值至约7.0,然后再排入下水道。
减少废水中的污染物含量
降低乳品厂废水污染物含量的解决方案众多。采用封闭系统、水回收再利用、以及产品与水的混合物经膜过滤循环等,均是减少废水中污染物的有效途径。在许多乳品厂,超滤和微滤技术被用于净化并回用原位清洗溶液。蒸发器产生的冷凝水可优先用于工厂内的其他用途。
必须持续监控和预防加工厂的水和产品损耗。可通过读取水表并记录每日用水总量,来检测地埋及地下管道中的隐性水损失。
应将每日用水记录与当日加工的牛奶量进行比对。水耗(以“立方米/吨处理牛奶”计)应绘制成图表,并张贴于易见处。典型的水奶体积比为2:1,但通过大力节水,该比值可降至1:1以下。
以下通用建议可作为减少水耗和产品损耗的指南:
一般乳品处理
- 在收奶过程中,尤其是在排空奶罐车时,必须确保罐车出口高于接收容器或储罐至少0.5米,并且连接软管充分拉直,以保证罐车完全排空。
- 所有管道均应明确标识,以避免错误连接导致产品交叉混杂或牛奶泄漏。
- 管道安装时需按精确计算的微小坡度铺设,以实现自排空。此外,管道必须得到充分支撑以防止振动,否则可能导致管接头松动进而引发泄漏。
- 所有储罐应配备液位控制器以防溢流。当达到最高允许液位时,系统应自动停止进料泵并通知操作人员,或启动自动阀门将产品切换至另一个预设储罐。
- 事前预防产品损耗远胜于事后用水管冲洗清理。尽量保持地面干燥,这也有助于更易发现泄漏。
- 用水冲洗之前,务必确保管道系统和储罐已彻底排空。
- 检查所有接头的气密性;若空气渗入管道系统,将导致加热器中结垢加剧、均质机出现空蚀问题,以及牛奶和奶油罐中产生泡沫(从而使罐体难以完全排空)。
奶酪生产区
- 确保开放式奶酪槽不注满;当牛奶液位距槽边至少还有10厘米时即停止注入。
- 应仔细收集乳清,并努力为其寻找商业用途,而非作为废水排放。
- 洒落地面的凝乳应清扫起来,作为固体废物处理,切勿用水冲入地沟。
黄油生产区
- 奶油和黄油比牛奶更易粘附于接触表面,若不在清洗前清除,将加剧废水污染。
- 每批次黄油生产结束后,应人工刮净所有可触及的表面。
- 随后可用蒸汽和热水将奶油及残留黄油冲洗至收集容器中,进行单独处理。
奶粉生产区
- 蒸发器应在允许的最低液位下运行,以防止物料过度受热。
- 产生的冷凝水经冷却塔循环后可作为冷却水回用,或作为锅炉给水。
- 洒落的干粉产品应清扫起来,作为固体废弃物处理。
牛奶灌装区
- 可为灌装机配置排水管,将废液排入一个或多个收集容器中。
- 需回收的包装可进行破包并将内容物收集于容器中;所得甜酸混合液可用作动物饲料。
排放口监控
在许多国家,废水处置受法规监管。例如,必须设置排放口监控系统,以持续测量并记录废水流量,并按流量比例采集等分样品。
图23.1展示了一套使用文丘里槽测量明渠流量的系统。如需了解文丘里槽及其他测量系统的相关信息,请咨询负责污水处理的相关单位。图23.2展示了一个取样流程的操作实例。
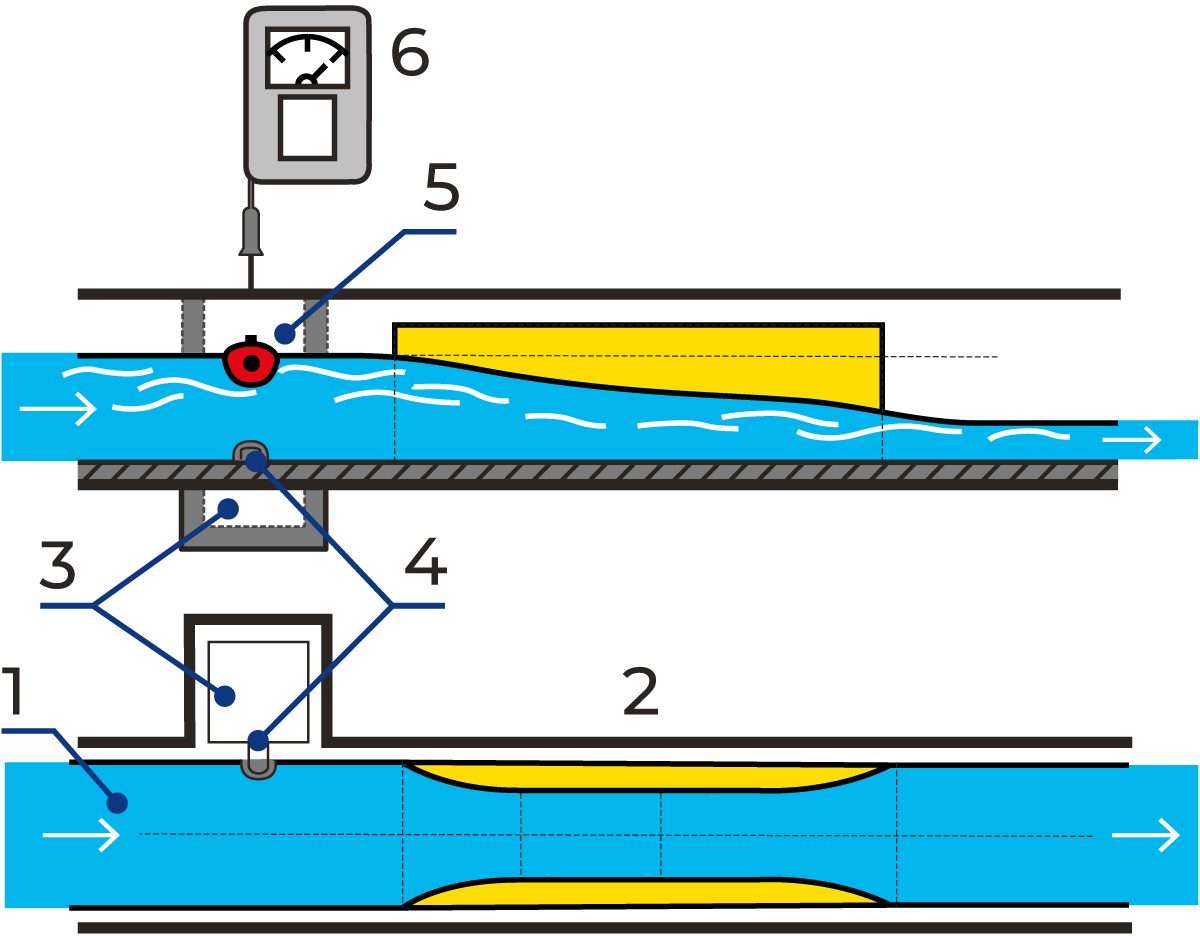
图23.1 采用文丘里槽的明渠流量测量系统
1. 废水渠
2. 文丘里槽
3. 测量井
4. 水渠与测量井的连接部
5. 浮子
6. 测量记录仪
在量水槽中测得的流量信号通过控制单元传输至取样装置。每当预定体积的水(例如100升)流经流量变送器时,系统便会按比例采集一份等分水样。每日采集的水样将被混合,经过特定时段(可选)后,从混合样中取出少量样品进行分析。
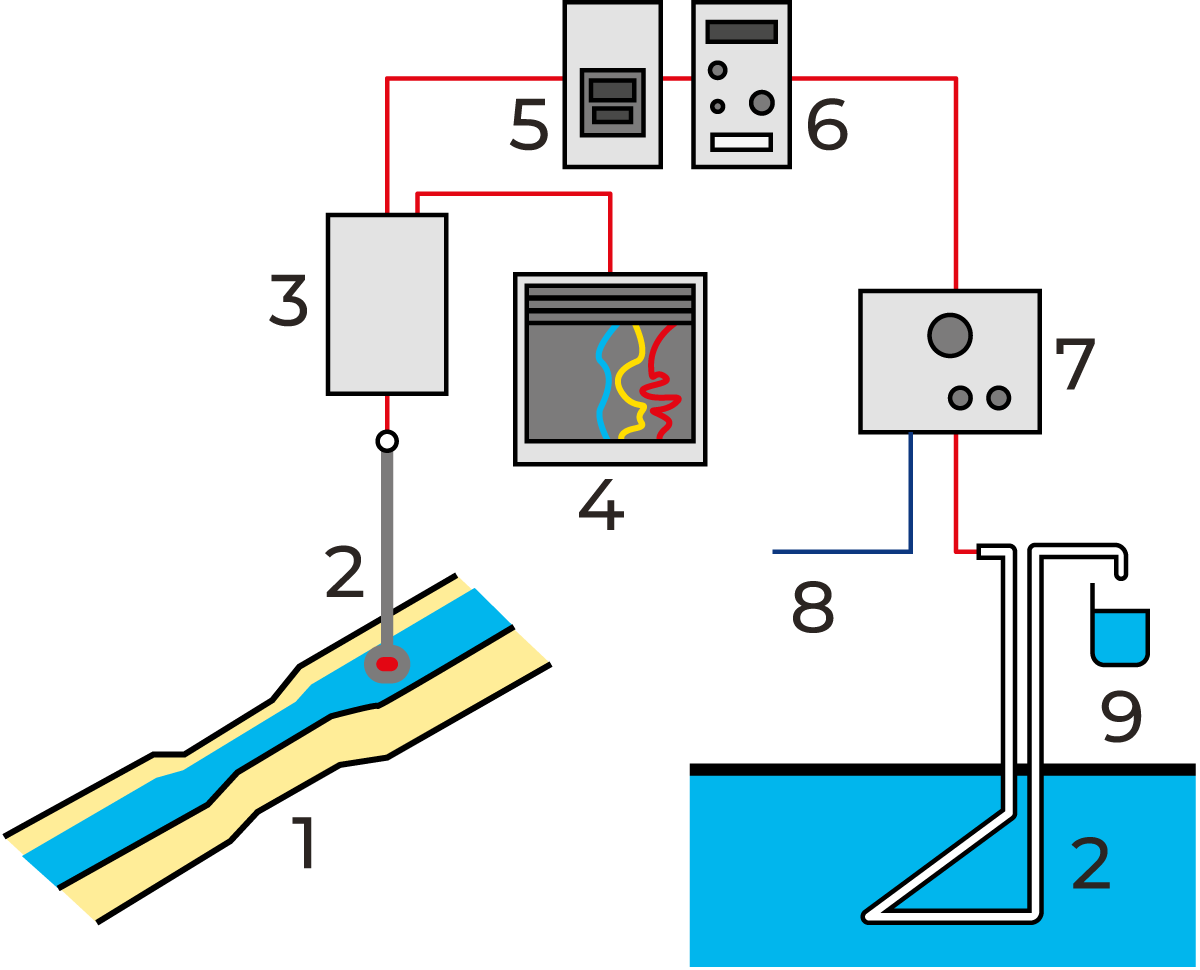
图23.2 自动取样系统
1. 量水槽
2. 测量探头
3. 流量变送器
4. 记录仪
5. 累加器
6. 控制单元
7. 子单元
8. 空气
9. 取样装置
污水处理概述
污水处理系统有多种可行方案,选用何种工艺取决于需要达到的污染物削减程度。图23.3展示了四种可能的处理系统。在规划新厂时,应尽早与地方主管部门接洽,商讨出水处理要求及污水的BOD或/和COD指标。
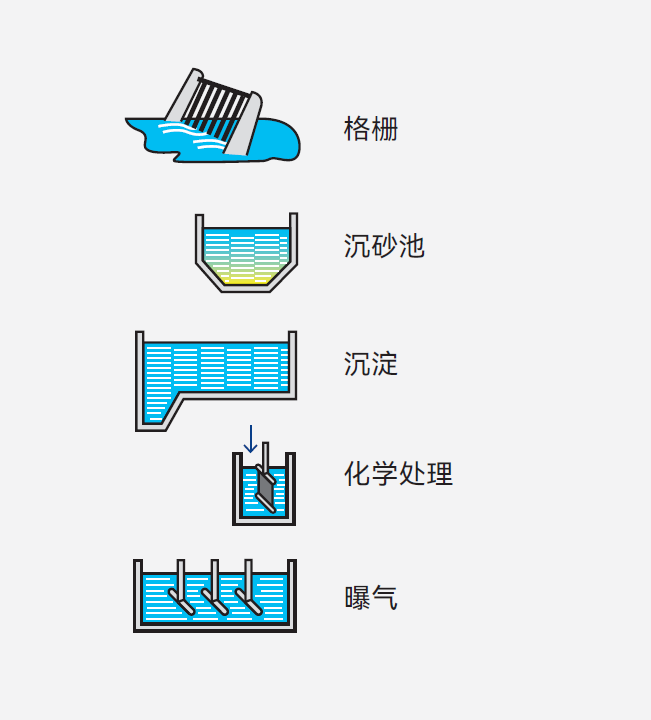
图23.3 污水处理的各个阶段可有多种组合方式
最初的污水处理形式仅通过机械沉淀(A)去除大部分固体杂质。当该处理方式效果不足时,则辅以生物处理(B)来分解有机化合物。
随着磷排放问题日益严峻,许多污水处理厂后续增设了化学处理(C)作为第三级处理。因为化学沉淀步骤位于流程末端,此类工艺称为后沉淀。
然而,后续经验证明,若在第一段将化学沉淀与机械处理相结合,同样可获得相同效果。该系统称为预沉淀(参见图23.3.2)。
这种布置还实现了流程的重大简化,因为大部分污水处理在一个步骤内完成。在预沉淀池中,磷含量已降低90%,BOD降低75%。因此,生物处理阶段的负荷大幅减轻,所需池容更小,能耗更低。

Fig. 23.3-1
1. 后沉淀
传统的三级处理工艺,包括A机械处理、B生物处理和C化学处理。该方法高效可靠,但成本较高。

Fig. 23.3-2
2. 预沉淀
该两级处理工艺发展于1980年代。C化学处理与A机械沉淀结合于第一阶段,可实现高效除磷,并去除约70%的BOD。这减轻了B生物处理阶段的负荷,所需池容和能耗远低于传统后沉淀工艺。
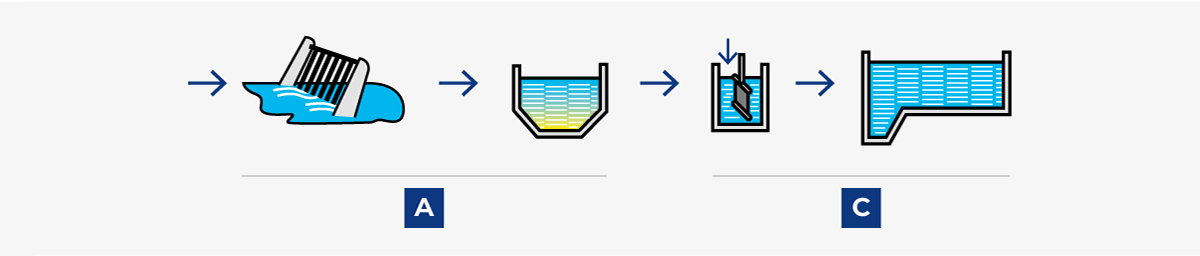
Fig. 23.3-3
3. 直接沉淀
单级处理工艺,如同预沉淀一样将A机械处理与C化学处理结合,但后续不设生物处理阶段。
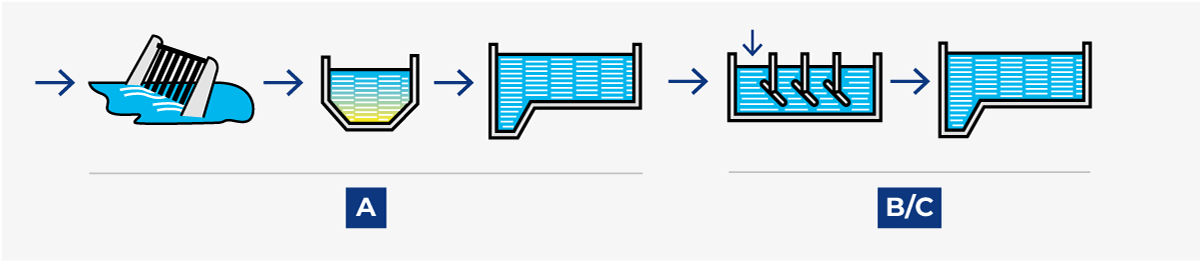
Fig. 23.3-4
4. 同步沉淀
两级处理工艺,先经A机械处理,再进入B/C合并的生物-化学阶段。该方法成本较低,可在不新增昂贵池容的前提下满足除磷要求,但效率低于生物与化学处理完全分设的流程。
机械处理
污水处理的初级(机械)阶段由格栅、沉砂池和初级沉淀池组成。
格栅用于截留粗大固体物质,如塑料、碎布、食物残渣等。这些物质被连续从格栅上刮除,并作为填埋物单独处置。
沉砂池用于进行粗分离。其设计尺寸和运行方式确保砂粒及其他重质颗粒有足够时间沉降到池底,而脂肪等密度小于水的杂质则浮至水面。沉砂通过泵送排除,浮渣则由刮板清除。二者均需单独处置。
在沉砂池中鼓入空气,一方面使细微颗粒保持悬浮状态,另一方面防止产生恶臭的腐败过程发生。
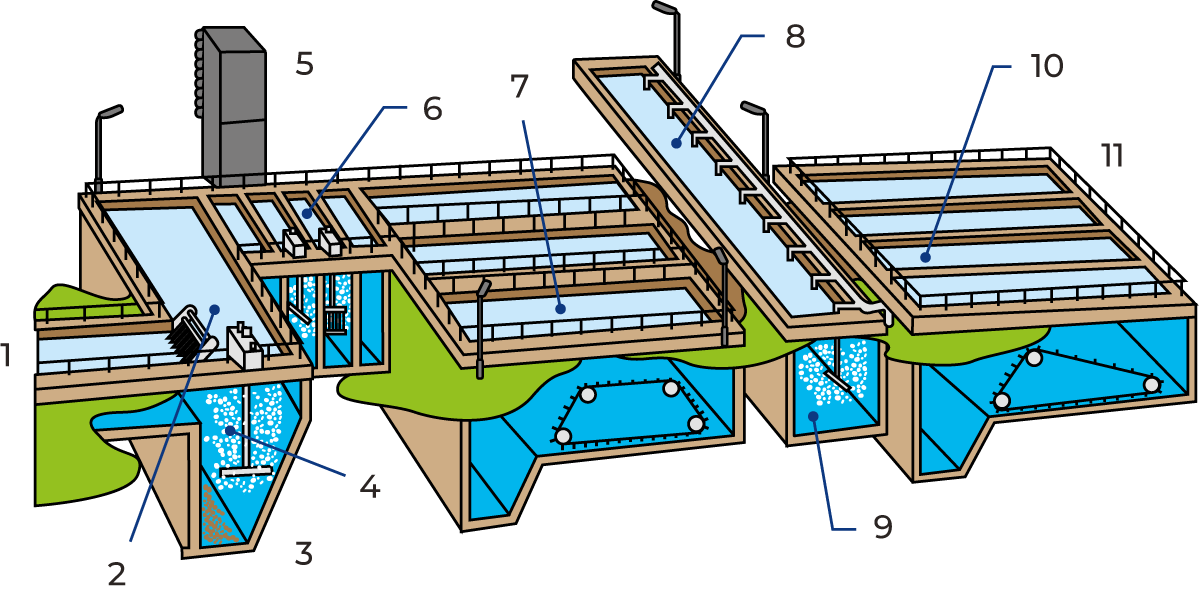
图23.4 采用预沉淀工艺的典型污水处理流程布局
1. 进水渠道
2. 格栅
3. 沉砂池
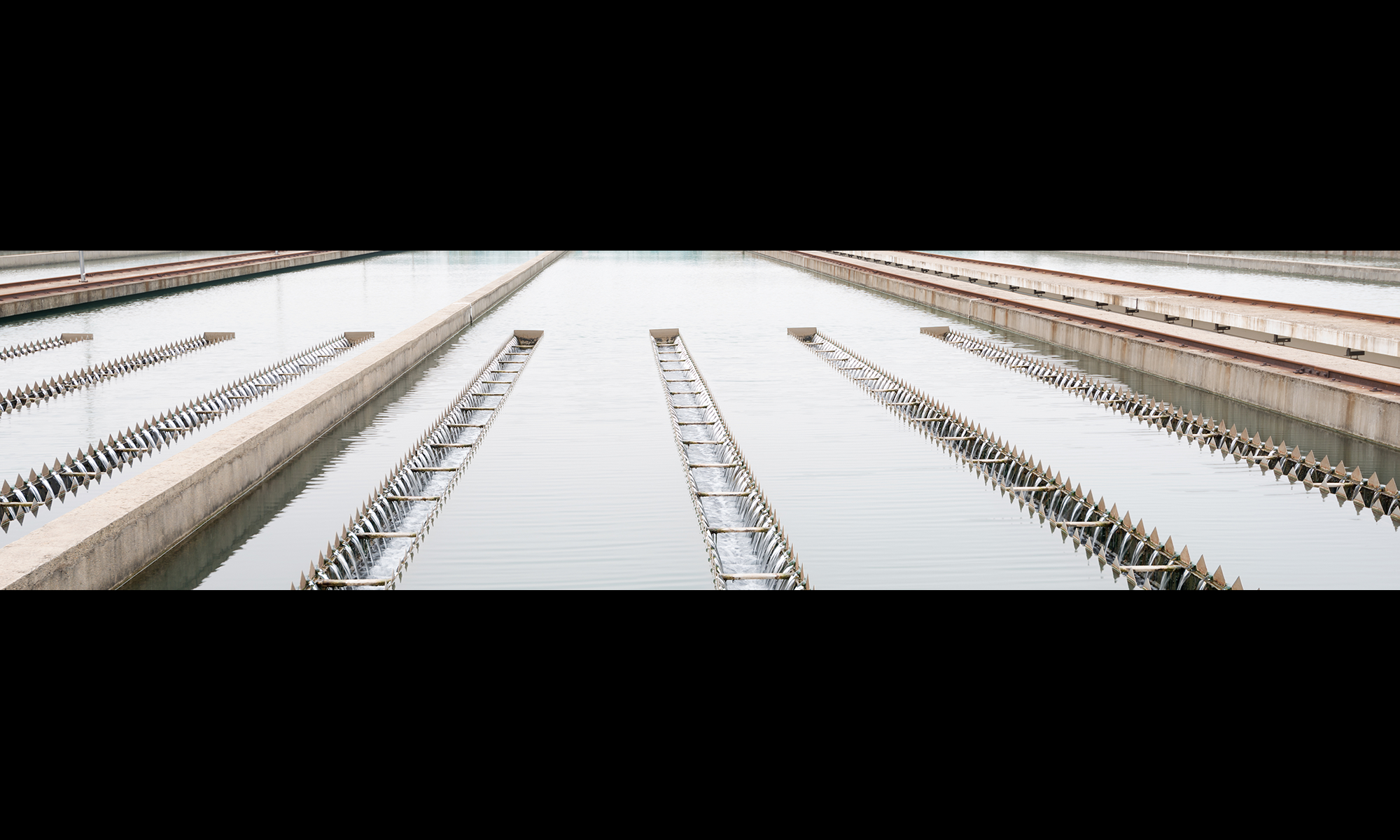
4. 曝气单元
5. 絮凝剂储仓
6. 预沉淀单元
7. 预沉淀池
8. 生物处理单元
9. 曝气单元
10. 后沉淀池
11. 澄清后的出水排入受纳水体
化学处理
化学污水处理,也称为沉淀,主要目的是去除水中的磷。城市污水系统收集的磷含量通常为每人每天2.5-4.0克,主要以磷酸盐形式存在。其中约30%的磷酸盐来自洗涤剂,其余70%主要来源于人类排泄物和食物残渣。
采用铁盐和铝盐絮凝剂进行化学沉淀可去除废水中近100%的磷,而传统生物处理法仅能去除20%-30%的磷。
沉降阶段开始于“絮凝池”,在絮凝池中加入絮凝剂,并通过搅拌器实现与污水的快速混合。这一过程使不溶性磷酸盐形成沉淀——初始为微细颗粒,随后逐渐聚集成较大絮体。这些絮体在预沉淀池中沉降分离,上清液则溢流至生物处理单元。
预沉淀是机械与化学联合处理的最终环节。污水缓慢流经一个或多个沉淀池,较细微颗粒在此逐渐沉降为初级污泥。
沉淀池配有连续刮泥装置,将污泥收集至泥斗,并设横向集水槽排出澄清水。
生物处理
在化学处理之后,“溢流”水中残留的有机杂质在微生物(例如细菌)的作用下得以分解,这些微生物以水中的有机物为食。
微生物需要氧气才能发挥其功能,这部分氧气通过向曝气池中鼓入空气来提供。
微生物持续繁殖,形成活性污泥。这些污泥通过在后续沉淀池中沉降而从水中分离。大部分污泥会回流至曝气池,以维持生物分解过程的持续进行;剩余污泥则从系统中排出并进行后续处理,而澄清后的出水则排放至受纳水体。
曝气池的替代方案之一是生物滤池,即填充有碎石或塑料填料的容器。废水通过旋转布水器喷洒在滤池上方,随后沿滤床向下渗滤,并通过空气循环进行充氧。在石块表面会形成一层微生物“膜”,用于分解水中的有机杂质。
污泥处理
自20世纪90年代初以来,污泥处理技术的发展一直备受关注。一些国家要求对污泥进行70–75℃的嗜热处理,以杀灭有害微生物。
各处理阶段产生的污泥被收集于浓缩池中,通过投加化学药剂促进固体颗粒进一步聚集。
为持续分解有机物并减少恶臭物质,污泥最终被泵入消化罐,在厌氧条件下将有机物分解为二氧化碳、甲烷及极少量氢气、氨和硫化氢。
二氧化碳与甲烷是消化气的主要成分,可用作供热燃料。
消化后的污泥呈均质状、几乎无味、颜色深暗,含水率仍高达94-97%。因此需进行脱水处理,最有效的方式是采用卧螺离心机,如图23.5所示,脱水后固相体积仅为原污泥的约1/8。
脱水后的污泥可作为肥料、填埋物使用,或直接作为废弃物处置。由于富含作物所需的多种营养元素,这类污泥可成为能源林(如柳树)种植体系的有机组成部分。
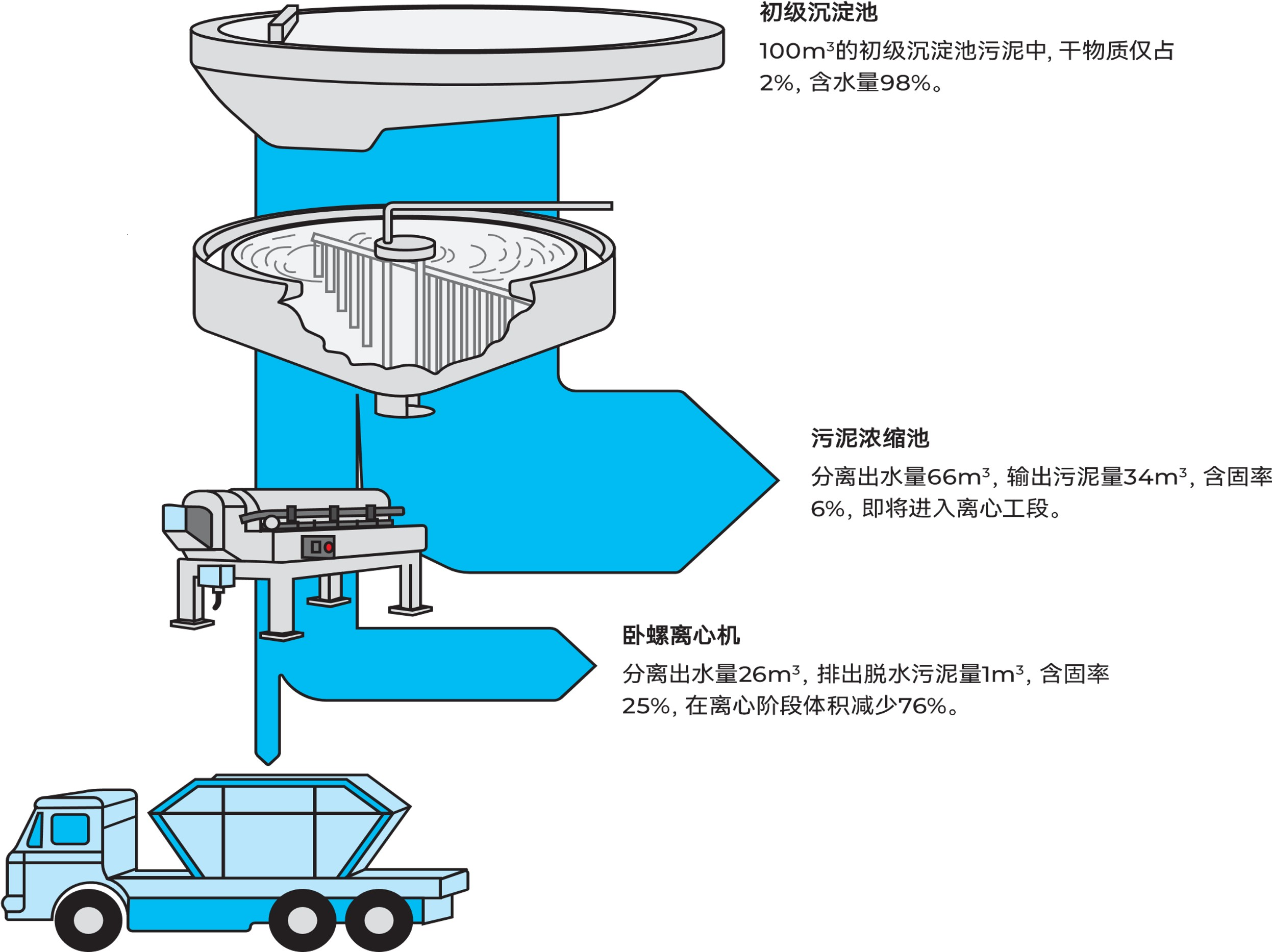
图23.5 初级沉淀湿污泥经浓缩池与卧螺离心机处理后的体积削减示意图
经卧螺离心机排出的脱水污泥量,仅相当于沉淀池湿污泥原始体积的8%。