膜技术
膜技术是一种在分子与离子层面实现分离的成熟工艺。20世纪50年代,膜技术在渗透通量和耐久性方面取得了重大突破。继60年代初首次商业化应用于水处理厂后,膜过滤技术于70年代初被引入乳品行业。随着膜与膜元件在性能和耐用性上的持续提升,且单位膜面积的相对成本持续下降,膜过滤技术在乳品领域的应用范围和可行性也在不断扩大。
定义
进料液
待浓缩或分馏的溶液。
渗透液
通过膜的滤液或液体。
保留液
浓缩液或被保留的液体。
通量
膜单位面积的渗透液流量,计量单位为升/膜单位面积·小时[l/m²h]。
膜污染
指进料液组分在膜表面和/或膜孔隙内沉积与积累,导致处理过程中通量下降的现象。
浓缩系数(CF)
通过浓缩实现的体积/质量减少,即初始进料液量与最终保留液量的比值[浓缩系数(CF)=进料液量/保留液量]。
渗滤
一种旨在提高纯化效果的设计,在膜过滤过程中持续向进料液添加水分以稀释进料液。此举可使 进料液中能够穿透膜的低分子量组分(通常为乳糖和矿物质)随渗透液排出。
跨膜压差(TMP)
在压力驱动型膜系统中,膜的保留液侧与渗透液侧之间的压力差值(图7.4.14)。
压差
△P指压力驱动型膜系统中,膜组件保留液侧入口与出口之间的压降(图7.4.10和图7.4.8)。
膜技术
在乳品行业中,膜技术主要涉及以下几种工艺:
- 反渗透(RO)– 通过去除水分实现溶液浓缩
- 纳滤(NF)– 通过去除部分单价离子(如钠、氯离子)实现有机组分浓缩(部分脱盐)
- 超滤(UF)– 对大颗粒及蛋白质等大分子的浓缩
- 微滤(MF)– 去除细菌或分离蛋白质等大分子物质
在乳品行业中,膜分离技术的应用领域如图7.4.1所示。
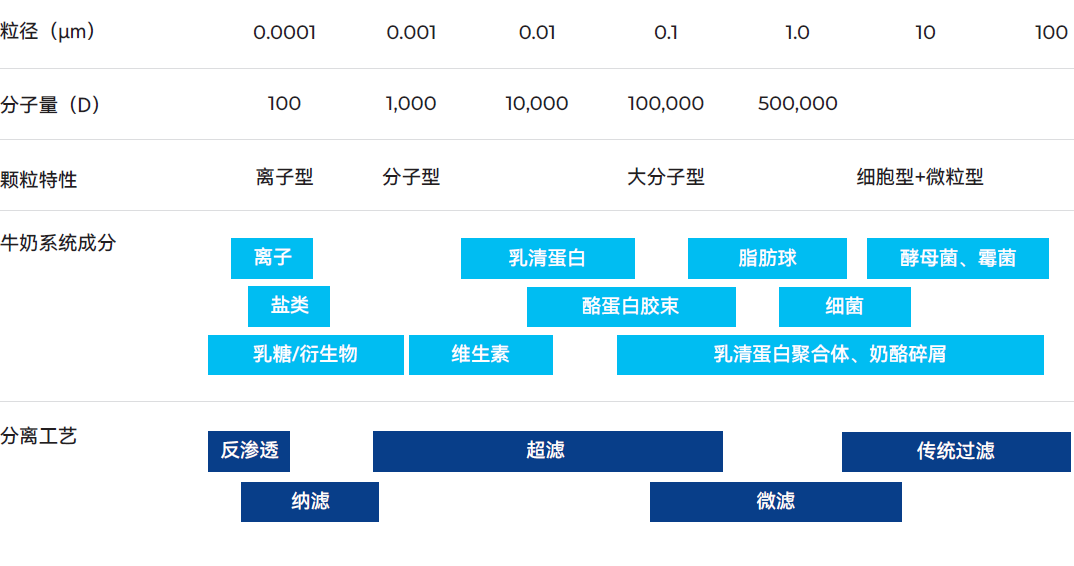
图7.4.1 膜分离工艺在乳品行业的应用范围
上述技术都具备压力驱动膜过滤过程,即在压力作用下迫使进料溶液通过膜。膜根据其盐截留率(反渗透和纳滤)、截留分子量(纳滤和超滤)或标称孔径(微滤)进行分类。
截留量是指被膜截留率达90%的分子所对应的分子量。尽管尚无标准测定方法,但通常采用糖类或聚合物进行测定。由于存在多种相互作用,膜的选择不能单纯依据盐截留率、截留分子量或标称孔径等参数。
需说明的是,传统过滤(如典型的咖啡过滤)采用死端过滤方式,主要用于分离10μm以上的悬浮颗粒;而膜过滤则适用于分离分子尺度小于10μm的物质,其操作模式可涵盖死端过滤与错流过滤两种形式。传统过滤与错流过滤最主要的区别如图7.4.2所示。
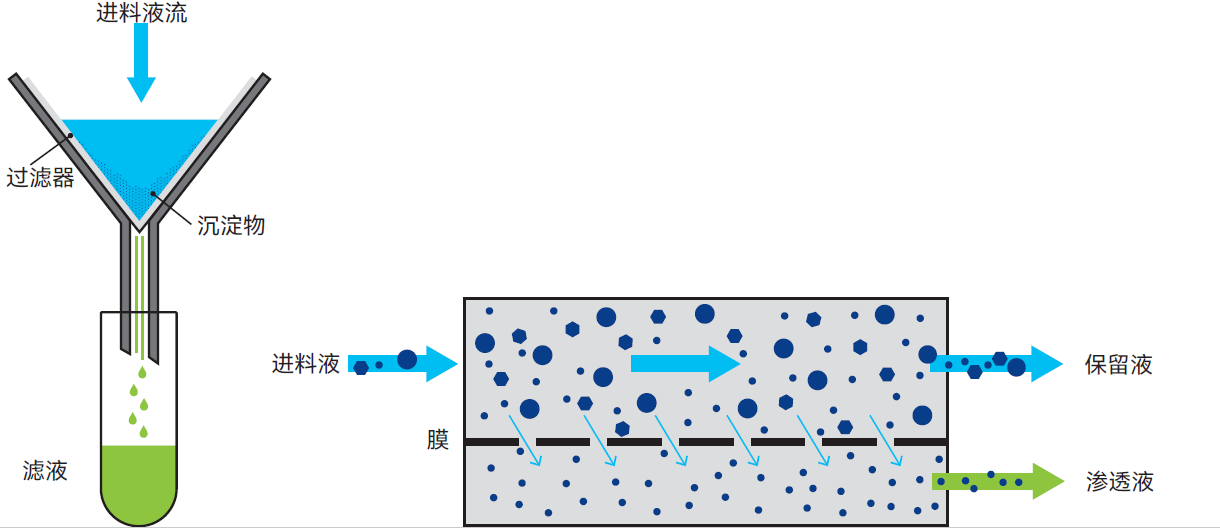
图7.4.2 传统死端过滤与错流过滤之间的基本区别
传统过滤与膜过滤之间存在一些差异:
- 传统过滤器较厚,具有开放式结构。滤材通常为滤纸。重力是影响颗粒分离的主要作用力。施加压力仅用于加速该过程。进料液流向与过滤介质垂直,且过滤可在开放式系统中进行。
- 膜过滤器较薄,且孔径严格受控。当前的常见滤材有聚合物、陶瓷,少数采用醋酸纤维素。
膜过滤将跨膜压差(TMP)作为分离过程的核心驱动力。为避免这一压力产生的同时产品被压至膜表面,设备设计采用错流模式。进料溶液在保留液侧平行于膜表面高速流动。流速产生的摩擦力使液体流向膜末端时速度递减,从而形成压差。由于渗透液侧压力近乎为零,膜两侧便形成压差,推动渗透液垂直穿过膜表面。过滤过程必须在密闭系统中完成。
膜分离原理
膜分离技术在乳品行业的应用有以下几个目的(图7.4.3):
反渗透(RO)
通常用于牛奶、乳清、超滤渗透液及冷凝水的脱水。
纳滤(NF)
通常用于需要对牛奶、乳清、超滤渗透液或保留液进行部分脱盐的工况,以及回收原位清洗清洗剂,还能实现反渗透无法达到的超高脱水效果。
超滤(UF)
通常用于牛奶与乳清中蛋白质的浓缩,以及对用于奶酪、希腊酸奶、无乳糖乳及其他乳制品等的牛奶蛋白质标准化处理。
微滤(MF)
主要用于脱脂牛奶、乳清及盐水的除菌,但也用于乳清分离蛋白(WPI)制备过程中的乳清脱脂,以及天然乳浆蛋白和胶束酪蛋白浓缩物制备过程中的牛奶蛋白分馏。
过滤组件
所使用的过滤组件可能具有不同的结构。
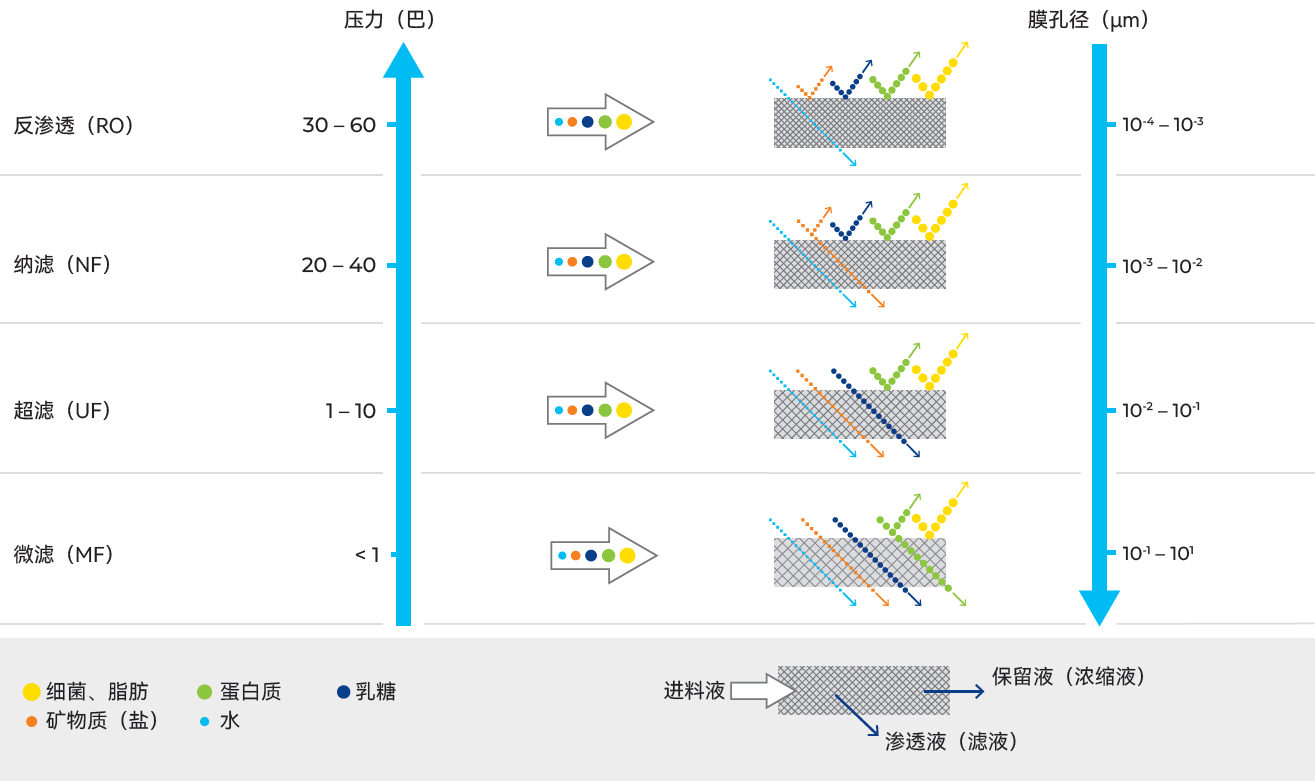
图7.4.3 膜过滤原理
螺旋卷式
螺旋卷式元件有一叶或多叶膜袋,每叶膜袋由两层膜片及夹于其间的多孔渗透材料构成。这种多孔渗透材料被称为渗流隔网,可让穿过膜片的渗透液自由流动。两层膜片与夹在其间的渗流隔网经两侧及一端密封粘合形成膜袋,其开口端与带孔渗透液收集管连接并密封。膜袋结构如图7.4.4和图7.4.5所示。
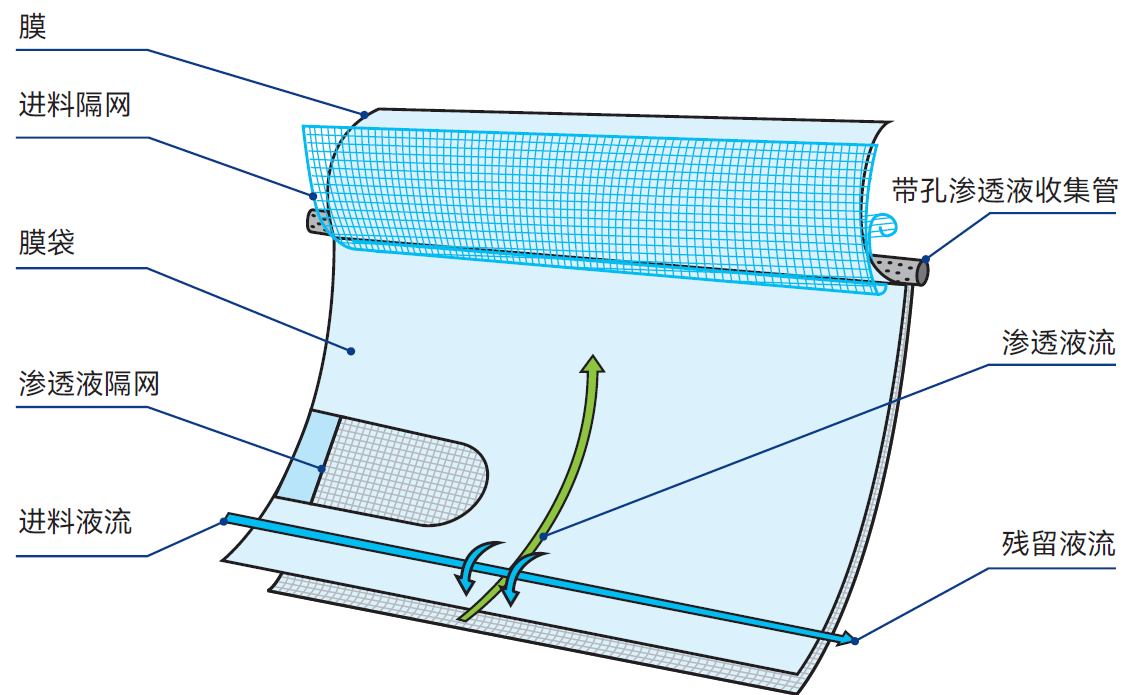
图7.4.4 螺旋卷式过滤器的膜袋结构
一种菱形平行结构的塑料网(称为进料隔网)作为进料溶液流经系统的流道,与每叶膜袋的一侧接触。进料隔网的这种网状结构兼具紊流发生器功能,能在生产和清洗过程中优化膜表面流态,有助于控制污染与浓度极化。
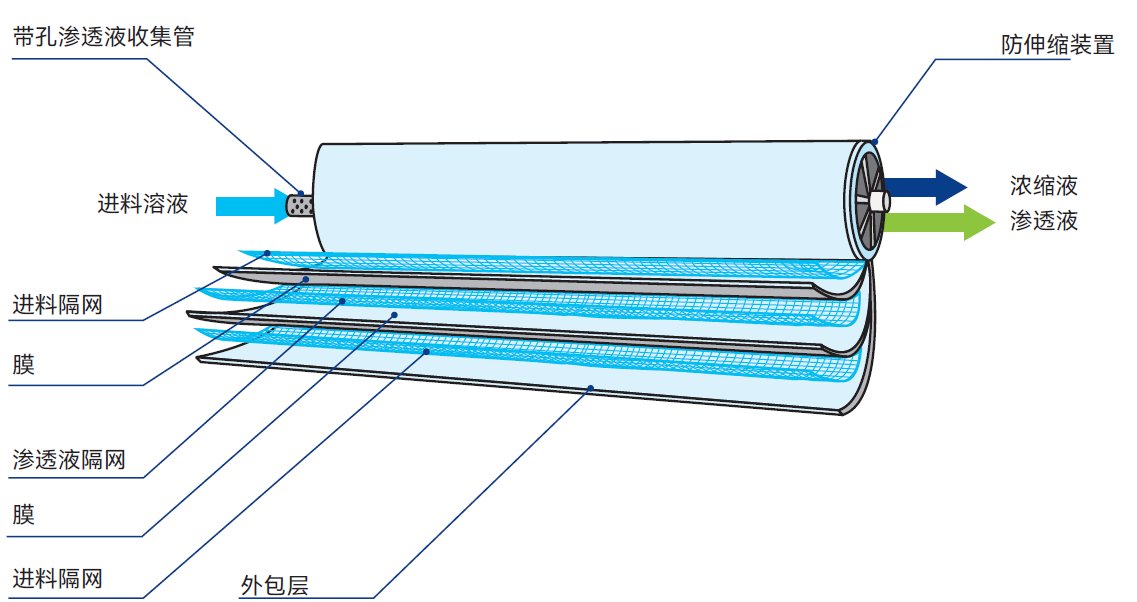
图7.4.5 带防伸缩装置的螺旋卷式滤膜
整套组件最终卷绕于带孔渗透液收集管,形成螺旋卷式滤膜。螺旋卷式滤膜的膜元件下游端之间设有防伸缩装置(ATD)(图7.4.5),可避免处理后流体的流速引起各层滑移。
如图7.4.6所示,同一不锈钢组件内可串联多个元件(通常最多六个)。膜和渗透液隔网材料:聚合物。
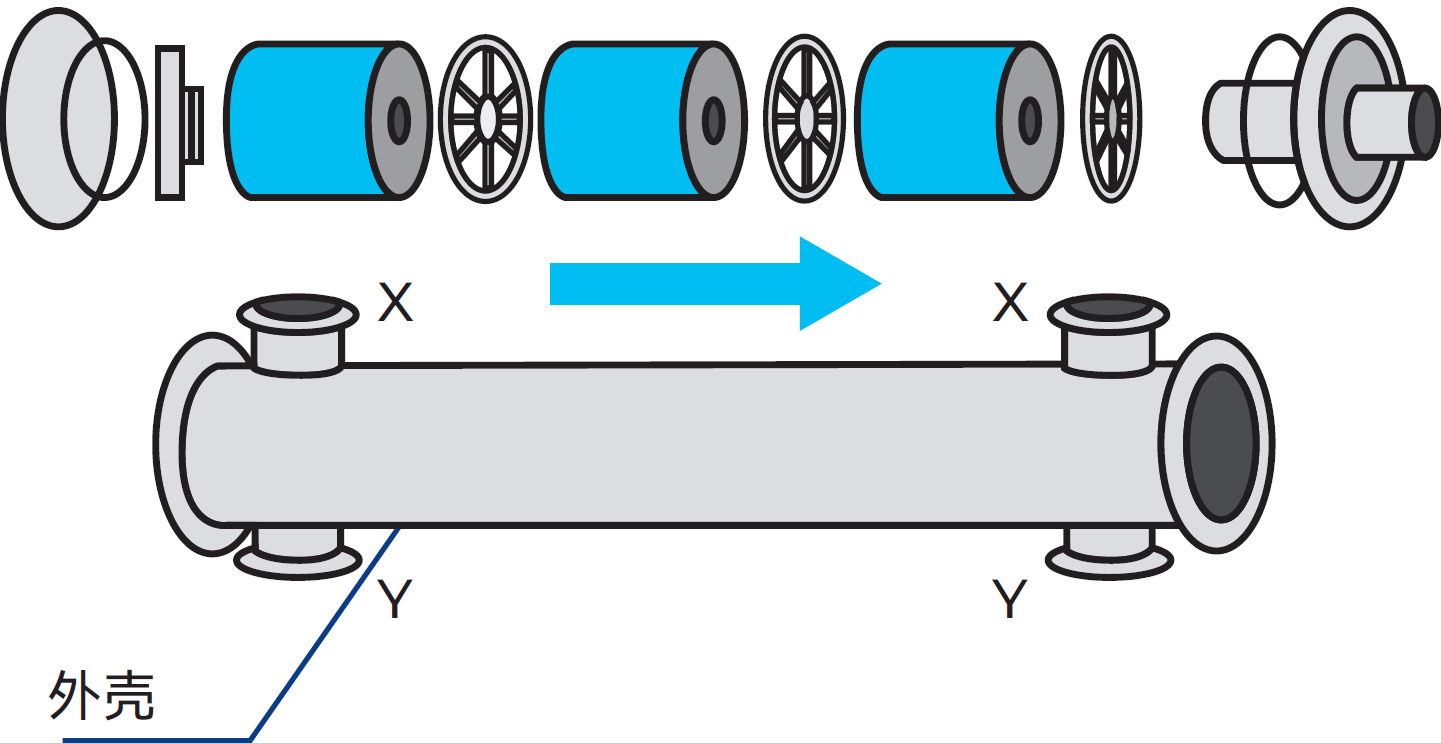
图7.4.6 螺旋卷式膜组件装配
成对连接支管(X和Y)中的一组或两组均可用于可堆叠式外壳,这在超滤方案中尤为常见。
陶瓷管式设计
乳品行业已有一种采用陶瓷膜的管式设计,尤其适用于牛奶、乳清及乳清浓缩蛋白的除菌系统,也可用于牛奶蛋白分馏和希腊酸奶的生产。
滤芯(图7.4.7)为陶瓷膜元件的典型示例。流道的薄壁由细颗粒陶瓷制成,形成膜结构。支撑材料则为粗颗粒陶瓷。
多个膜元件组装构成一个膜组件。图7.4.9展示了一个带膜元件的组件,组件左侧展示了一个裸露的膜元件。在工业应用中,多个组件通过循环泵串联构成循环回路(图7.4.11)。根据产能需求,可并联或串联多个循环回路。
进料液以高流速从下方泵入组件。高流速沿膜表面形成显著压差(△P),膜元件会出现跨膜压差不均的情况——入口处的跨膜压差高于出口处。入口处过高的跨膜压差会迅速引发膜污染。该现象如图7.4.10中的错流微滤过程所示。实践表明,较低的跨膜压差能带来更优性能,但在错流微滤中,低跨膜压差仅出现在出口处,即仅作用于膜区域的极小部分。
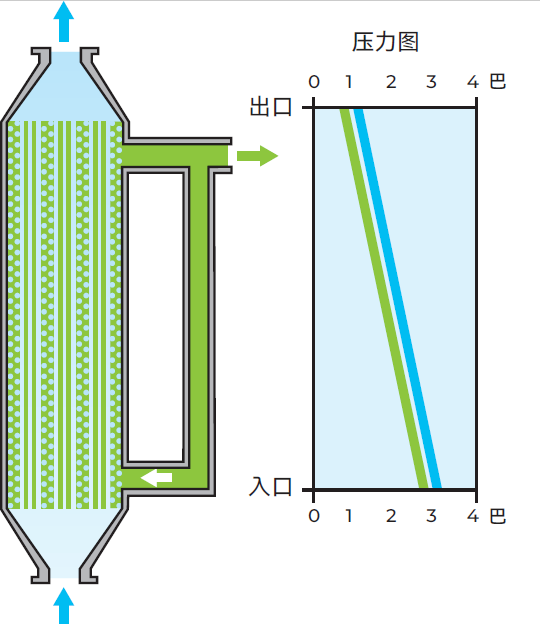
图7.4.8 均匀跨膜压力系统的压降
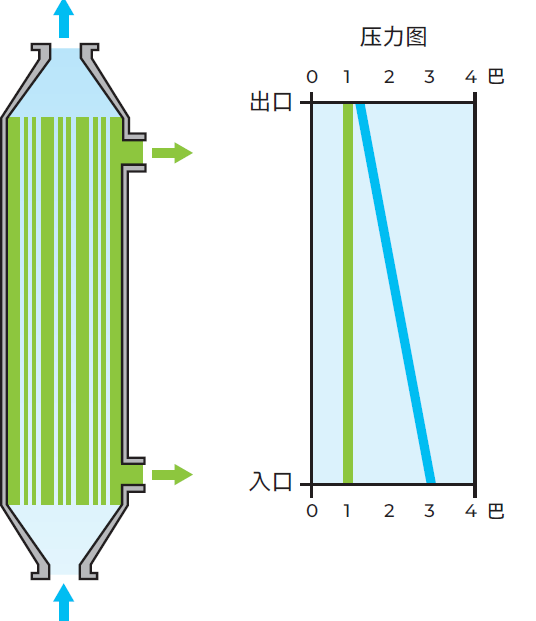
图7.4.10 传统错流微滤过程中的压降
为在整个膜区域实现最佳工况,一种独特的均匀跨膜压(UTP)系统应运而生。如图7.4.8所示,该系统通过使渗透液与保留液同步高速循环,在渗透液侧形成与保留液侧AP相等的压降,从而实现整个膜区域跨膜压差的均匀分布,使膜利用率达到最优。均匀跨膜压系统之所以可行,是因为通常情况下,组件内部元件间(即渗透液侧)通常为空腔,而在均匀跨膜压系统中,这一空间被塑料颗粒填满。
渗透液侧压降由渗透液泵调控,在运行期间保持恒定。目前已有专门设计的膜元件,其结构中内置了这种均匀跨膜压系统。使用此类膜时无需在渗透液侧进行循环。这类膜被称为梯度压力(GP)膜,其流动阻力沿膜元件而异。
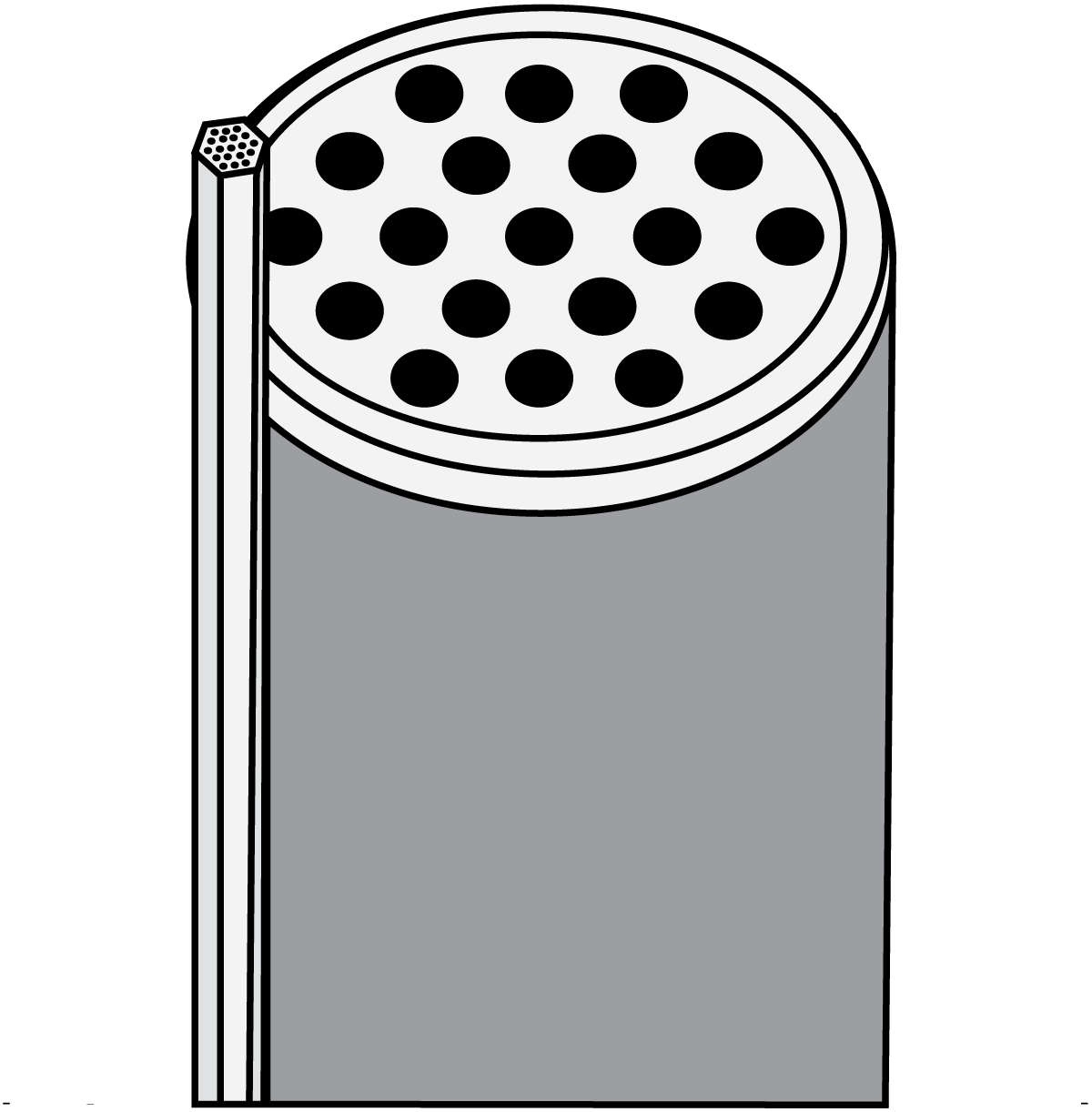
图7.4.9 膜元件
(1、7或19)(如图所示)并联安装在不锈 钢组件中
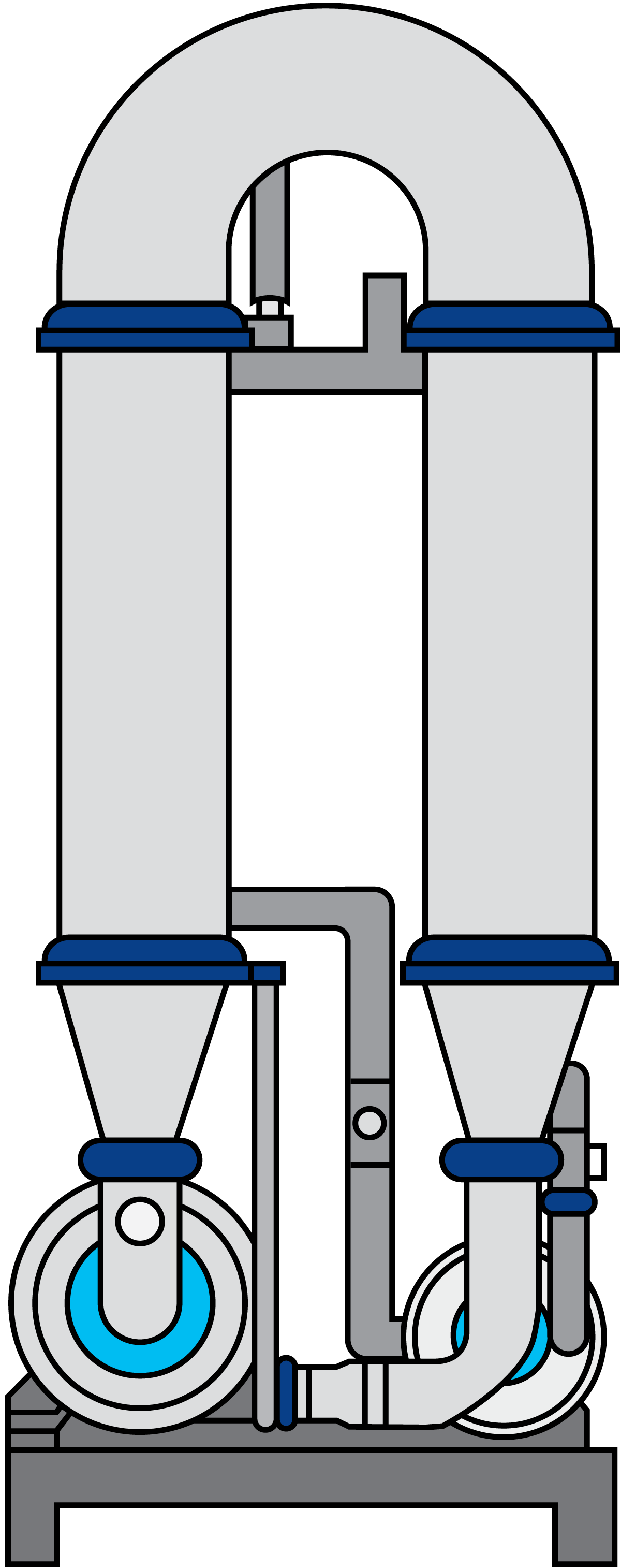
图7.4.11 一个工业膜过滤回路
包括:
• 串联连接的两个过滤器组件
• 一个保留液循环泵
• 一个渗透液循环泵
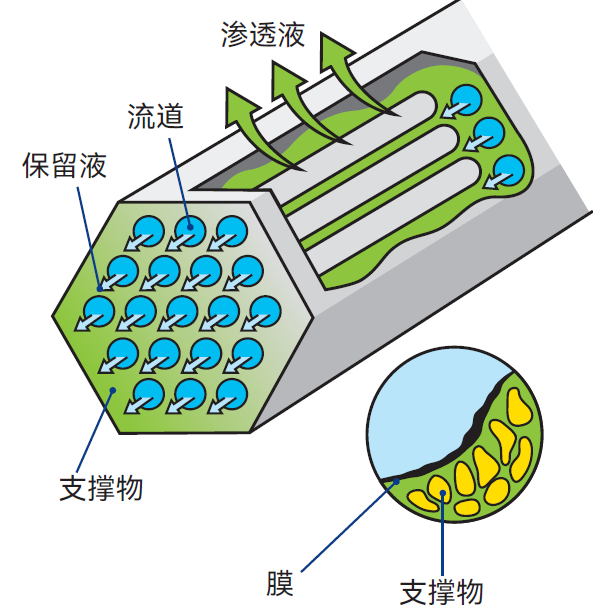
图7.4.7 多流道元件(19流道)中的错流过滤
板框式设计
该系统由膜支撑板以及夹于其间的膜片(通常为聚合物)堆叠而成,与普通板式热交换器类似。进料液在压力作用下通过极窄的流道。这些流道并联排列或是并联、串联混合排列,典型结构如图7.4.12所示。
组件通常分为若干区段,在每个区段内,成对膜之间的流体呈并联流动。各区段通过特殊膜支撑板分隔,支撑板上的一个孔用挡流盘封闭,以此逆转流向,从而使流体在相邻区段间形成串联流动。此类组件有各种尺寸可供选择。
该系统能够处理高黏度产品,因此可用于奶油奶酪、冰岛式酸奶等高黏度乳制品的生产。
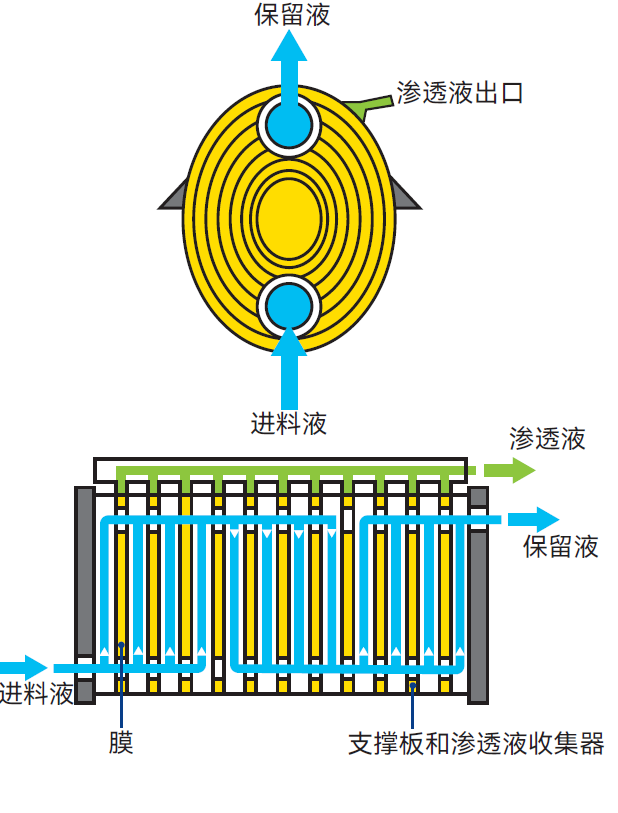
图7.4.12 用于超滤的板框系统(阿法拉伐)
膜分离特性
膜的分离特性由多种因素共同决定,包括膜材料、制备工艺、分子形态与柔韧性,以及膜表面的流体动力学与转运机制。目前已有多种方法可用于测定特定类型膜的分离特性,使膜制造商能够表征膜的性能。例如,即便是两款截留分子量相同的超滤膜,如图7.4.13所示,其分离特性也可能呈现明确型或扩散型。该现象取决于膜孔径分布的宽窄程度及其对应的截留曲线斜率变化。
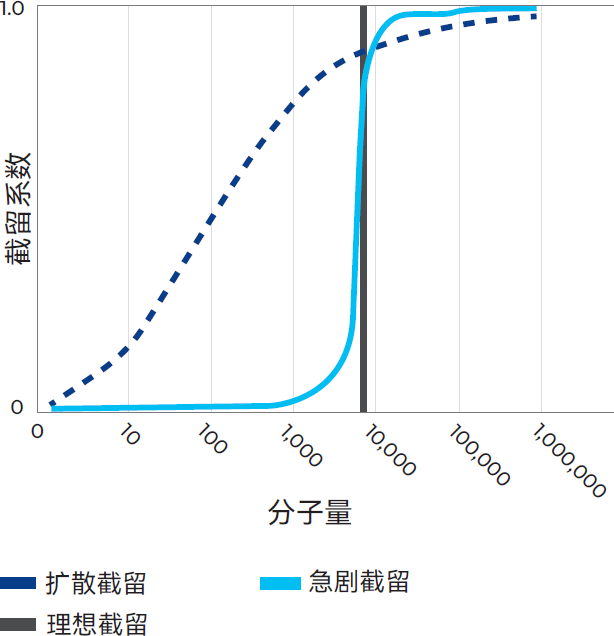
图7.4.13 两款相同截留分子量(10kDa)超滤膜的典型截 留特性曲线,展示了理想、急剧与扩散分离特性
孔径分布窄的膜允许分子量明显较低的物质渗透,而孔径分布宽的膜则允许部分高分子量物质渗透,同时截留部分低分子量物质——尽管两者的截留分子量相同。
由于孔隙形状可能存在差异,在确定分离特性时应谨慎考虑截留分子量。另一个关键影响因素是分离分子的形状。理想的硬质球形分子无法与柔性或特定形状的分子相提并论。
此外,分离特性存在多变量依存关系,这使得乳品行业中的膜过滤应用极具复杂性,但也赋予其独特潜力,因为当系统的所有相关参数都设计调试到位后,膜本身就只是一个单一变量了。因此,要实现产品的可靠复现,仅掌握膜的截留分子量远远不够,必须了解并掌控整个参数体系。
跨膜物质转运
分离能力取决于多个因素:
- 膜阻力:每种膜的特征参数,由膜厚度、表面孔隙率及孔径确定。
- 转运阻力:即浓度极化与膜污染效应,是过滤过程中发生在膜表面或多孔结构中的现象。
阻力增加层的形成机制如下:
- 大分子(即蛋白质和脂肪)通过对流作用垂直流向膜表面。截留作用导致分子浓度在膜表面积累。
- 浓度梯度引发逆向扩散现象。
- 与膜平行、紧贴膜表面的蛋白质层以一定速度移动,此速度随着轴向流速提升而改变。
- 污染效应并非沿膜均匀分布,当△P导致沿膜表面跨膜压差不均时更是如此。膜上游端首先发生堵塞,随后污染逐渐蔓延至整个表面,导致处理能力持续下降,最终需停机清洗。
- 污染的主要影响在于:随着过滤进行,渗透液的排放量越来越少。
压力条件
压力是过滤的推动力,必须明确区分以下两个概念:
1. 沿组件的压降增量(△P=P1-P2)。
通过组件的流速越高,△P值越大。较高的流速会在膜表面产生更强的剪切力,从而减弱极化效应。但此过程受限于膜的耐压性能以及能同时提供高流量与高压力的泵的价格。
2. 跨膜压差是指在膜特定位置处,保留液侧与渗透液侧之间的压降。膜系统效率的核心评判标准是通量——即单位膜面积每小时的流量[l/m²h]——该值是跨膜压差的函数。
跨膜压差是推动渗透液通过膜的力,在组件进料口最大,在出料端最小。由于跨膜压差呈线性递减,其平均值可通过下式计算:
膜两侧的△P(P2-P1)和跨膜压力分布(P1+P2/2-P3)如图7.4.14所示。
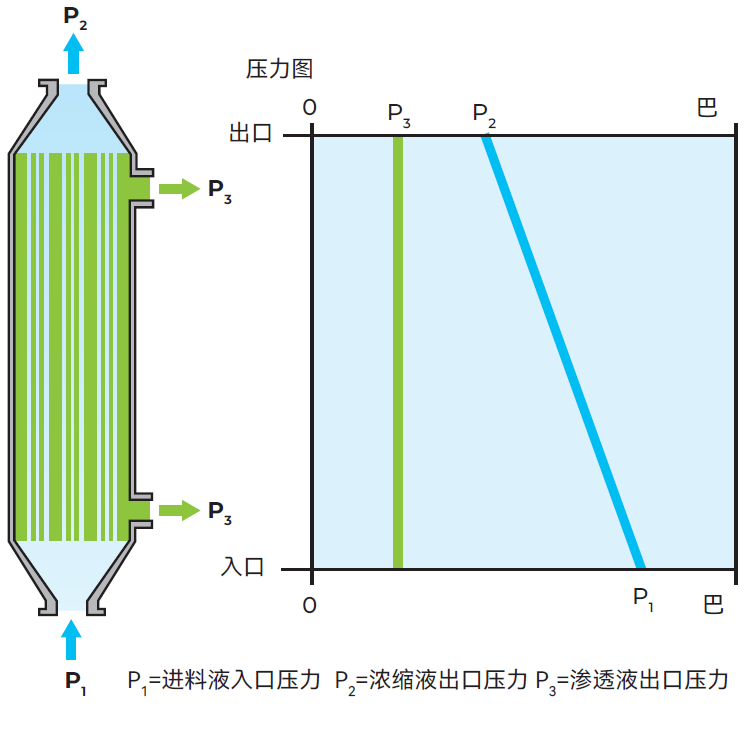
图7.4.14 膜两侧液压压降(P2-P1)和跨膜压降(P1+P2/2-P3)
系统设计原则
膜过滤系统的运行主要依靠泵组所产生的压力。设计时应遵循以下准则:
- 泵容量应与所需流量及组件特性相匹配——后者会因设计和尺寸的不同存在显著差异。
- 泵组应具备对加工料液黏度变化的适应性(在组件黏度限值内),并能在加工与清洗温度下保持高效运行。
- 所有泵必须符合乳品设备的卫生标准。
系统使用多种类型的泵,包括离心泵和容积式泵。卫生级离心泵通常用作进料泵和循环泵,而卫生级容积式泵有时用作高黏度液体的高压进料与循环泵,如酸化乳超滤的最后阶段。
膜过滤应用中的加工温度
在乳品应用中,加工温度通常控制在10-20℃或50-55℃区间。中间温度段因存在微生物风险而较少采用。过滤系统通常辅以一个简易冷却系统,集成到内部循环回路中,以补偿因泵能被产品吸收而在运行过程中出现的轻微温升,从而保持恒定的加工温度。
膜系统运行模式
膜过滤系统可采用批次式或连续式生产,后者在乳品行业中应用广泛。
进料溶液不得含有粗颗粒物,以防损坏超薄过滤层/活性层,或造成膜隔网不可逆堵塞,进而影响流动。为此,进料系统常内置细网眼滤网。
批次式生产
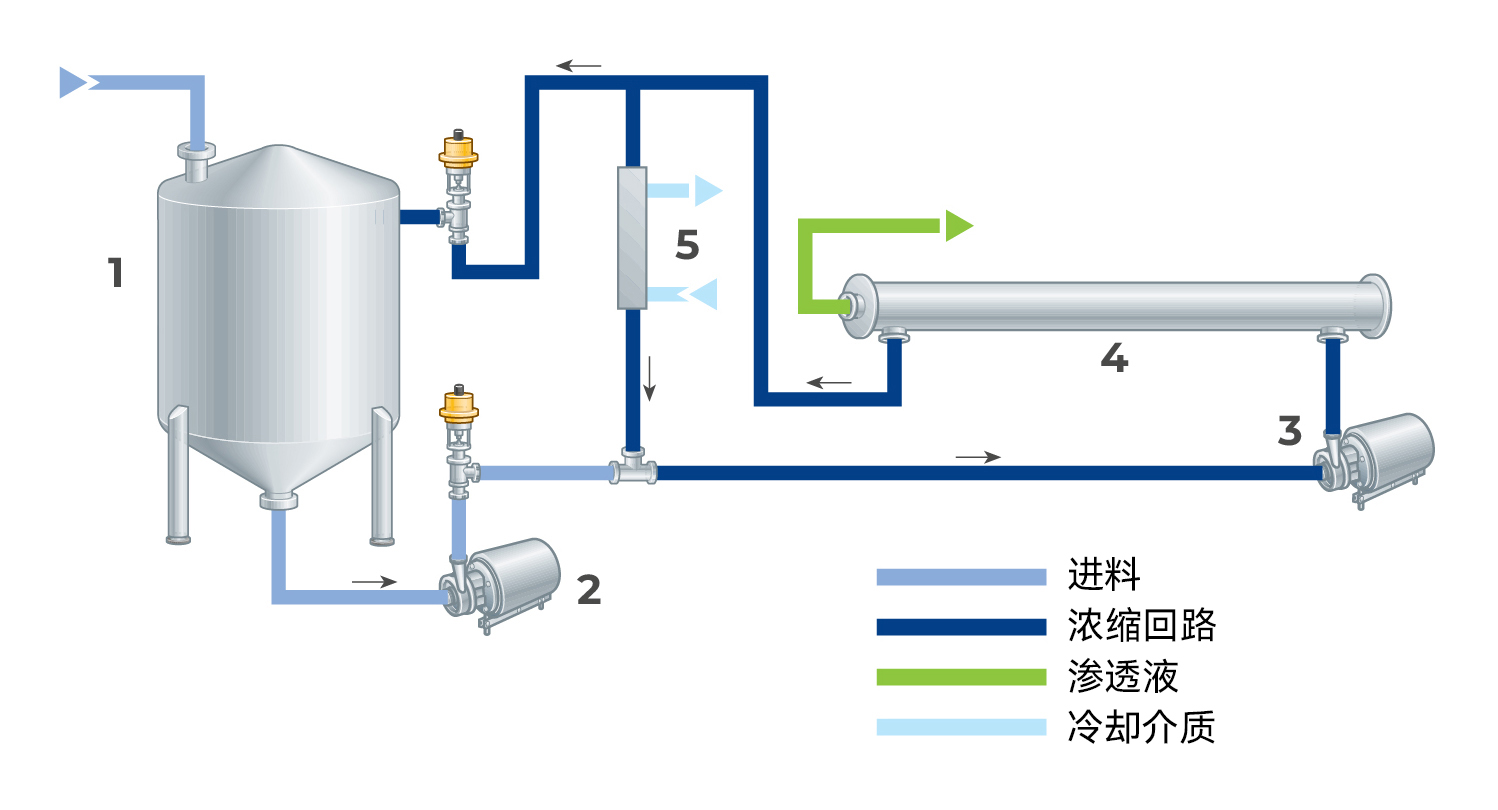
图7.4.15 批次式膜过滤系统
1. 产品罐
2. 进料泵
3. 循环泵
4. 膜组件
5. 冷却器
批次式生产系统(图7.4.15)主要用于小批量产品过滤,典型应用场景包括实验室与试验工厂。待处理的一定量产品保存在缓存罐中。产品通过膜系统循环处理直至达到目标浓度。
连续式生产
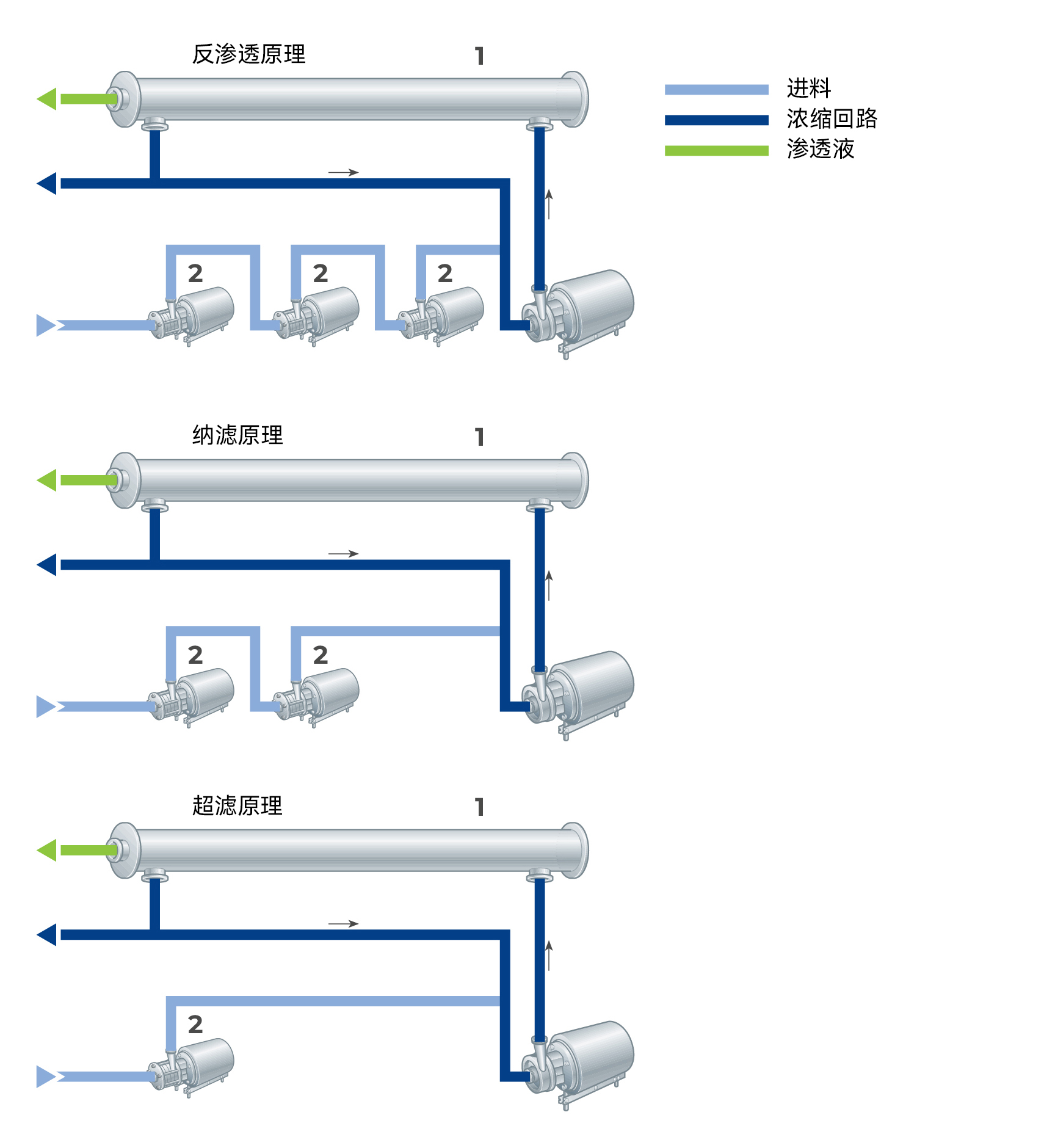
图7.4.16 不同过滤器回路的设计原理
1. 膜
2. 冷却器
上述膜过滤系统的示意图如图7.4.16和图7.4.17所示。图7.4.16为采用不同孔径聚合物膜的螺旋卷式膜系统,适用于反渗透、纳滤、超滤及微滤应用;图7.4.17则为陶瓷膜微滤循环系统。
由于反渗透膜的致密性远高于其他系统,故生产所需入口压力更高,该压力靠三个串联的卫生级离心进料泵和一个卫生级离心循环泵维持。
而纳滤、超滤和微滤等螺旋卷式系统因膜孔径较大,分别设置两台和一台进料泵即可满足需求。如前所述,陶瓷膜微滤的设计理念是在一个过滤循环系统中串联运行两个过滤组件,该系统还配备两台离心泵,分别用于保留液和渗透液的循环。
进料溶液可源自配备恒压出口系统的分离装置,或源自配备泵及容量调节系统的平衡罐。
配备三组循环回路的连续式超滤螺旋卷式系统如图7.4.19所示。奶酪乳除菌除孢生产线中的连续式陶瓷微滤系统如图7.4.20所示。
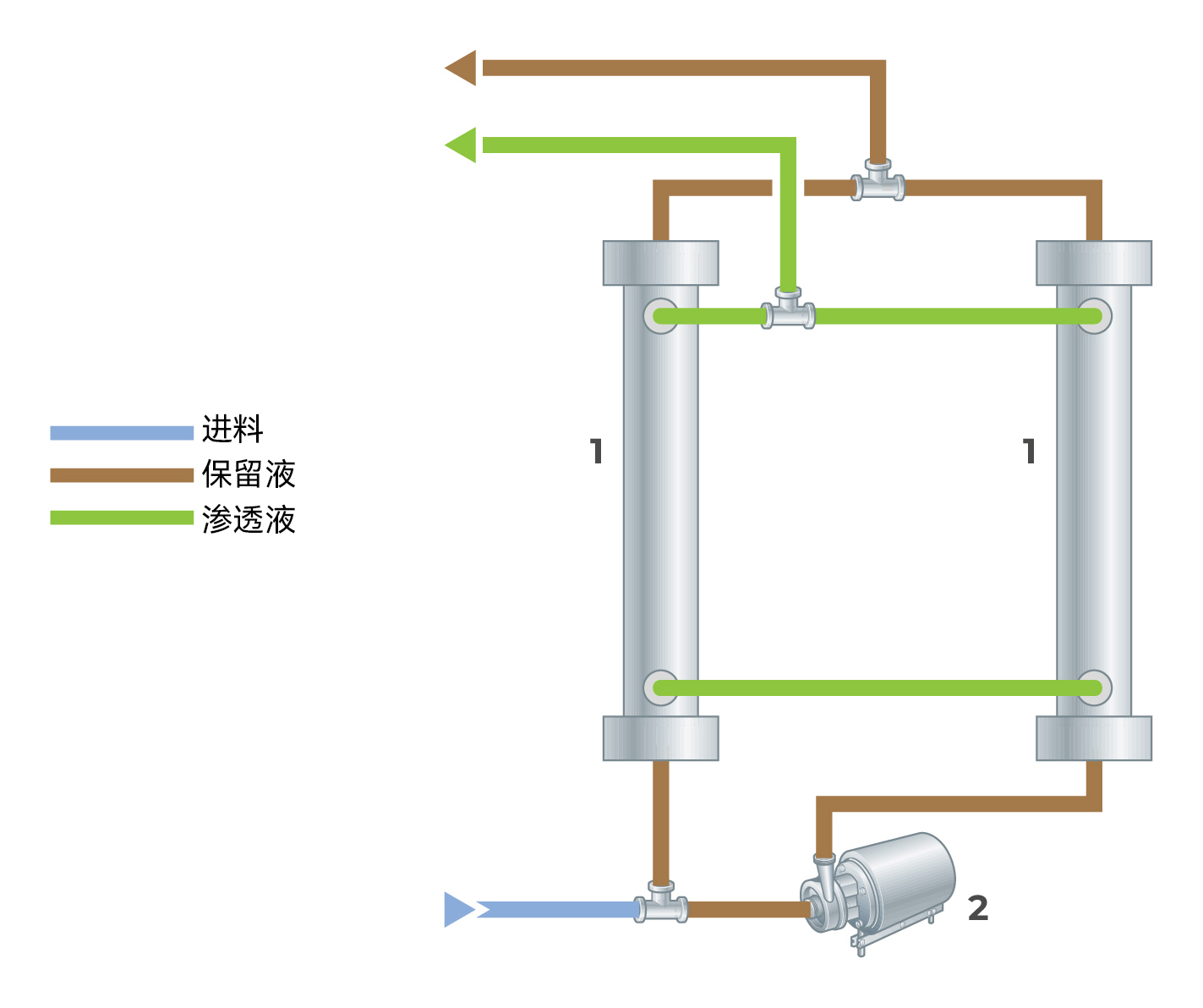
图7.4.17 微滤过滤器回路的设计原理
1. 微滤膜滤筒
2. 保留液循环泵
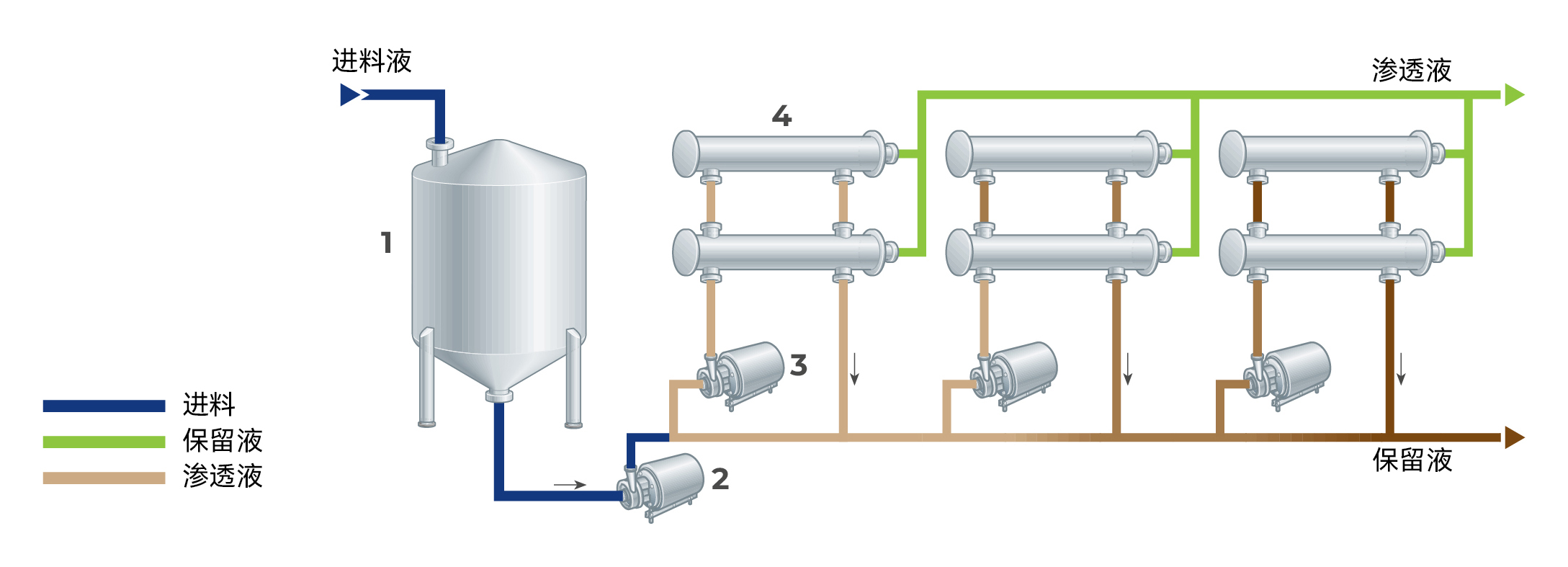
图7.4.19 配备三组循环回路的连续式超滤螺旋卷式系统
- 缓存罐
- 进料泵
- 循环泵
- 膜
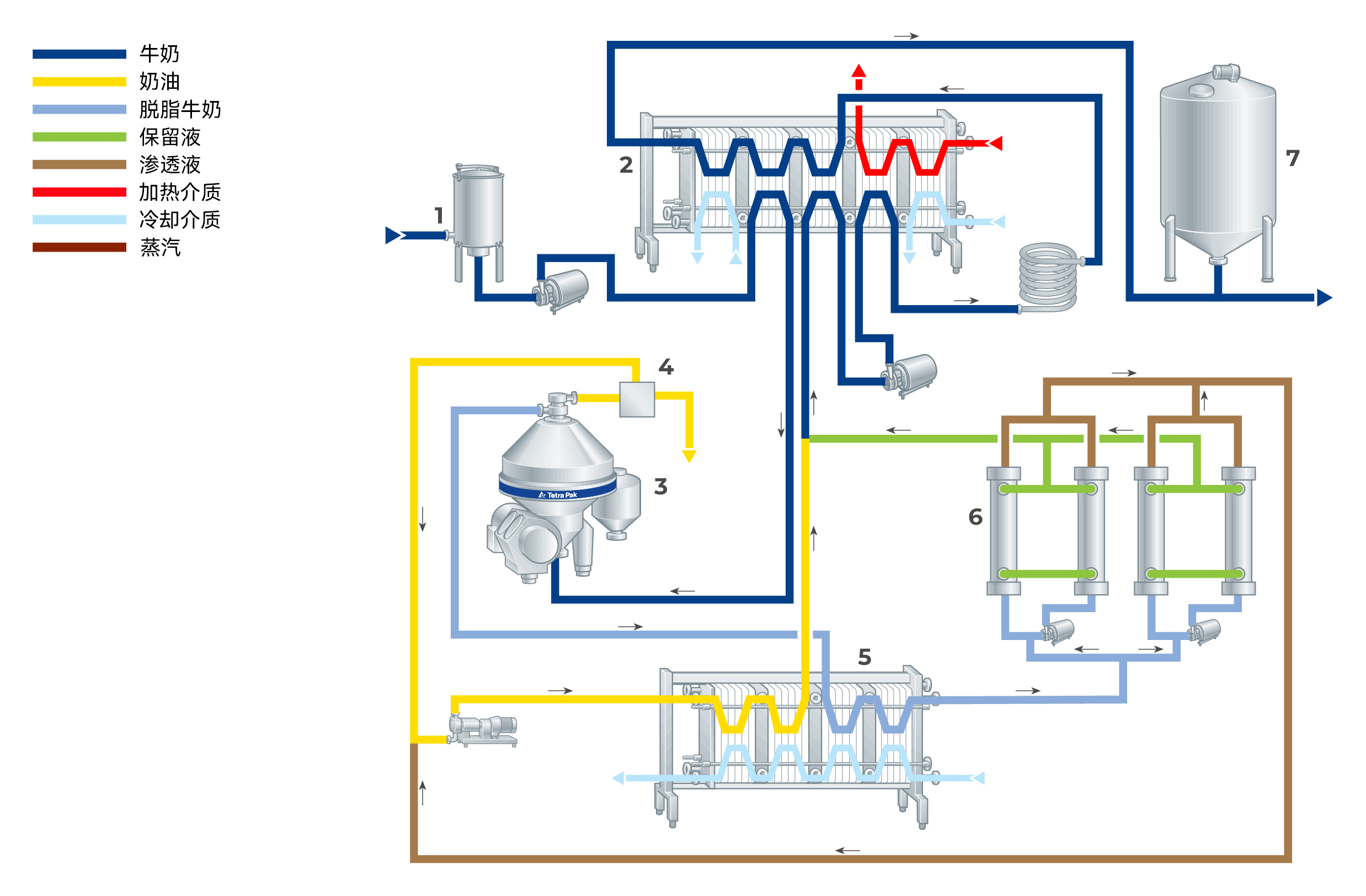
图7.4.20 奶酪乳除菌除孢生产线中的连续式陶瓷微滤系统
1. 缓存罐
2. 板式热交换器
3. 分离机
4. 标准化设备
5. 冷却器
6. 陶瓷微滤膜
7. 贮存罐